لعب (ميكانيك)
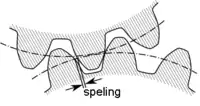
في هندسة الميكانيك، الخلوص الارتجاعي، ويدعى أحيانًا الفوت، أو البوش، هو خلوص أو ضياع حركي في آلية ميكانيكية سببه وجود فراغات بين الأجزاء. يمكن تعريفه بوصفه: «المسافة أو الزاوية الأعظمية التي يمكن تحرك أي جزء من نظام ميكانيكي عبرها باتجاه واحد دون تطبيق قوة معتبرة أو حركة في الجزء التالي من السلسلة الحركية الميكانيكية». مثال على ذلك -في سياق التروس وسلاسل المسننات- كمية الخلوص بين أسنان التروس المتعشقة. يمكن رؤية متى ينعكس اتجاه الحركة ويحدث التأخر أو الضياع الحركي قبل اكتمال انعكاس الحركة. يمكن سماع ذلك في قارنات السكك الحديدية عندما يعكس القطار اتجاهه. يوجد مثال آخر في مجموعة الصمامات ذات توابع الكامات (توابع الحدبات)، حيث يكون من الذروري ترك مجال معين من الخلوص لعمل الصمامات بشكل صحيح.
قد يكون الخلوص الارتجاعي مرغوبًا أو غير مرغوب، وذلك تبعًا للتطبيق. لا يمكن تفادي وجود شيء من الخلوص في كل القارنات أو الإزواجات الميكانيكية التي تعكس حركتها تقريبًا، ولكن يمكن إلغاء آثاره أو التعويض عنها. ينعدم الخلوص الارتجاعي في الحالة المثالية النظرية للعديد من التطبيقات، ولكن في الممارسة العملية يجب السماح بوجود بعض الخلوص منعًا للارتصاص (التصاق المكونات ببعضها البعض وتعطل الحركة). من أسباب وجود الانحلال أو التفاوت الذي يؤدي إلى الخلوص الارتجاعي في الوصلات الميكانيكية السماح بالتشحيم، والأخطاء التصنيعية، والتشوه عند الخضوع للحمل، والتمدد الحراري.[1][2]
التروس
تشمل العوامل المؤثرة على كمية الخلوص الارتجاعي المطلوب في سلسلة مسننات وجود أخطاء في الشكل (البروفيل)، أو الخطوة المسننية، أو سماكة الأسنان، أو الزاوية اللولبية والمسافة المركزية، ووجود انحراف دوراني. كلما كانت الدقة أكبر كلما كان الخلوص الارتجاعي المطلوب أقل. غالبًا ما يصنع الخلوص الارتجاعي عن طريق تفريز الأسنان أكثر من العمق المثالي باتجاه منتصف الترس. من الطرق الأخرى لصنع الخلوص الارتجاعي زيادة المسافة المركزية بين الترسين.[3]
عادةً ما يقاس الخلوص الارتجاعي الناتج عن تغيرات سماكة الأسنان على امتداد دائرة الخطوة ويعرف بالعلاقة:

حيث:

= الخلوص الارتجاعي الناتج عن التعديلات على سماكة السن

= سماكة السن على دائرة الخطوة في حالة التعشيق المثالي (دون خلوص ارتجاعي)

= سماكة السن الفعلية
يعرف الخلوص الارتجاعي -مقاسًا على دائرة الخطوة- الناتج عن تعديلات مركز التشغيل بكل من: سرعة الآلة، والمادة في الآلة.

حيث:

= الخلوص الارتجاعي الناتج عن التعديلات في مسافة مركز التشغيل

= الفرق بين مسافة مركز التشغيل الحقيقية والمثالية

= زاوية الضغط
تجري العادة بترك تسامح يساوي نصف الخلوص الارتجاعي في سماكة السن لكل ترس. ولكن إذا كان التريس (الترس أو المسنن الأصغر بين زوج المسننات) أصغر بكثير من الترس الذي يتعشق معه فمن الشائع ترك الخلوص الارتجاعي بأكمله في الترس الأكبر. يحافظ هذا على أكبر متانة ممكنة في أسنان التريس. تعتمد كمية المادة الإضافية المزالة عند صناعة التروس على زاوية ضغط الأسنان. لأجل زاوية ضغط تساوي 14.5° تساوي المسافة الإضافية التي تتحركها أداة القطع كمية الخلوص الارتجاعي المرغوب بها. أما لأجل زاوية ضغط تساوي 20° تساوي المسافة 0.73 من كمية الخلوص الارتجاعي المرغوب بها.[4]
القيمة المبدئية المأخوذ لتحديد الخلوص الارتجاعي الوسطي هي 0.04 مقسمةً على الخطوة القطرية؛ إذ يكون الحد الأدنى 0.03 تقسيم الخطوة القطرية والحد الأعلى 0.05 تقسيم الخطوة القطرية.
في المجموعات المسننية (سلاسل التروس)، يكون الخلوص الارتجاعي تراكميًّا. عند عكس حركة المجموعة المسننية يدور الترس القائد مسافةً قصيرة -تساوي مجموع كل الخلوصات الارتجاعية- قبل أن يبدأ الترس المقود الأخير بالدوران. عند استطاعات خرج منخفضة، ينتج عن الخلوص الارتجاعي حساب غير دقيق بسبب الأخطاء الصغيرة التي تحدث عند كل تغيير للاتجاه؛ أما عند استطاعات الخرج الكبيرة يرسل الخلوص الارتجاعي صدمات عبر النظام بأكمله ويمكنه أن يضر الأسنان والعناصر الأخرى.
المراجع
- Bagad, V.S. (2009)، Mechatronics (ط. 4th revised)، Pune: Technical Publications، ISBN 9788184314908، مؤرشف من الأصل في 4 أغسطس 2020، اطلع عليه بتاريخ 28 يونيو 2014.
- Backlash (PDF)، مؤرشف من الأصل (PDF) في 09 فبراير 2010، اطلع عليه بتاريخ 09 فبراير 2010.
- Jones, Franklin Day؛ Ryffel, Henry H. (1984)، Gear design simplified (ط. 3rd)، Industrial Press Inc.، ص. 20، ISBN 978-0-8311-1159-5، مؤرشف من الأصل في 10 سبتمبر 2016.
- Gear Nomenclature, Definition of Terms with Symbols، American Gear Manufacturers Association، ص. 72، ISBN 1-55589-846-7، OCLC 65562739، ANSI/AGMA 1012-G05.
 بوابة هندسة ميكانيكية
بوابة هندسة ميكانيكية بوابة هندسة
بوابة هندسة