Directional solidification
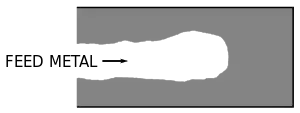
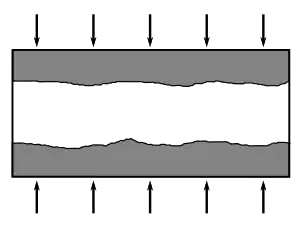
Directional solidification (DS) and progressive solidification are types of solidification within castings. Directional solidification is solidification that occurs from farthest end of the casting and works its way towards the sprue. Progressive solidification, also known as parallel solidification,[1] is solidification that starts at the walls of the casting and progresses perpendicularly from that surface.[2]
Theory -
Most metals and alloys shrink as the material changes from a liquid state to a solid state. Therefore, if liquid material is not available to compensate for this shrinkage a shrinkage defect forms.[3] When progressive solidification dominates over directional solidification a shrinkage defect will form.[2]
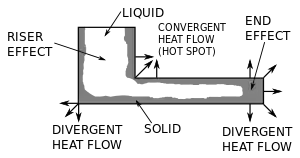
The geometrical shape of the mold cavity has a direct effect on progressive and directional solidification. At the end of tunnel-type geometries, divergent heat flow occurs, which causes that area of the casting to cool faster than surrounding areas; this is called an end effect. Large cavities do not cool as quickly as surrounding areas because there is less heat flow; this is called a riser effect. Also note that corners can create divergent or convergent (also known as hot spots) heat flow areas.[4]
In order to induce directional solidification chills, risers, insulating sleeves, control of pouring rate, and pouring temperature can be utilized.[5]
Directional solidification can be used as a purification process. Since most impurities will be more soluble in the liquid than in the solid phase during solidification, impurities will be "pushed" by the solidification front, causing much of the finished casting to have a lower concentration of impurities than the feedstock material, while the last solidified metal will be enriched with impurities. This last part of the metal can be scrapped or recycled. The suitability of directional solidification in removing a specific impurity from a certain metal depends on the partition coefficient of the impurity in the metal in question, as described by the Scheil equation. Directional solidification (in zone melting) is frequently employed as a purification step in the production of multicrystalline silicon for solar cells.
Microstructural Effects
Directional solidification is the preferred technique for casting high temperature nickel-based superalloys that are used in turbine engines of aircraft. Some microstructural problems such as coarse dendritic structure, long dendrite side branches, and porosity hinder the full potential of single crystal ni-based alloys.[6] This morphology can be understood by looking at the G/V ratio of a solidification where G is the temperature gradient in the melt ahead of the solidifying front and V is the rate of solidification.[7] This ratio must be maintained within a range to ensure single crystal formation with the correct microstructure of the coarse dendrite with side branches.[8] It has been found that increasing the solidification cooling rate further improves the mechanical properties and rupture life of single crystals grown by directional solidification due to refinement of the y’ precipitates.[9]
In directional solidification growths of single crystals, spurious grains nucleate when molten metal flowed into a gap between the mold/seed gap and solidified.[10] This is catastrophic to mechanical properties of Ni-based superalloys such as CMSX4, and can be minimized by keeping the tolerance of <001> from the local surface normal.[11] Additionally, the range of axial orientations in the directional solidification starting block should be minimized in order to successfully grow a single crystal.[12] This is difficult depending on the range of orientations in the DS starter block, and therefore makes orientation control a large area of focus.[13]
In Ti-Al base alloys, the lamellar microstructure exhibits anisotropic properties in the lamellar direction and therefore the kinetics and orientation of its growth are integral to optimizing its mechanical properties.[14] Selecting a directional solidification growth where the lamellar structure is parallel to the growth direction will result in a high strength and ductility.[15] It is even more difficult to precipitate this phase since it is not formed from the liquid and instead from the solid state.[16] The first way to overcome this challenge is by using a seed material, which is properly oriented and that nucleates new lamellae during processing with the same orientation as the original material.[17] It is placed in front of the main bulk of material so that when the melt is solidifying it has a precedent for the correct orientation to follow.[18] If a seed is not used, the other method of achieving the high strength single lamellar phase is to have the lamellar structure oriented along the growth direction.[19] However, this is only successful for a small window of the solidification, as its success from the columnar growth of the beta phase followed by the equiaxed growth of the alpha phase and alloying with boron is compromised by the high thermal gradient of the cooling.[20]
References
- Stefanescu 2008, p. 67.
- Chastain 2004, p. 104.
- Kuznetsov, A.V.; Xiong, M. (2002). "Dependence of microporosity formation on the direction of solidification". International Communications in Heat and Mass Transfer. 29 (1): 25–34. doi:10.1016/S0735-1933(01)00321-9.
- Stefanescu 2008, p. 68.
- Chastain 2004, pp. 104–105.
- Fu, Geng, Hengzhi, Xingguo (2001). "High rate directional solidification and its application in single crystal superalloys". Science and Technology of Advanced Materials. 2 (1): 197–204. Bibcode:2001STAdM...2..197F. doi:10.1016/S1468-6996(01)00049-3.
{{cite journal}}: CS1 maint: multiple names: authors list (link) - Fu, Geng, Hengzhi, Xingguo (2001). "High rate directional solidification and its application in single crystal superalloys". Science and Technology of Advanced Materials. 2 (1): 197–204. Bibcode:2001STAdM...2..197F. doi:10.1016/S1468-6996(01)00049-3.
{{cite journal}}: CS1 maint: multiple names: authors list (link) - Fu, Geng, Hengzhi, Xingguo (2001). "High rate directional solidification and its application in single crystal superalloys". Science and Technology of Advanced Materials. 2 (1): 197–204. Bibcode:2001STAdM...2..197F. doi:10.1016/S1468-6996(01)00049-3.
{{cite journal}}: CS1 maint: multiple names: authors list (link) - Fu, Geng, Hengzhi, Xingguo (2001). "High rate directional solidification and its application in single crystal superalloys". Science and Technology of Advanced Materials. 2 (1): 197–204. Bibcode:2001STAdM...2..197F. doi:10.1016/S1468-6996(01)00049-3.
{{cite journal}}: CS1 maint: multiple names: authors list (link) - Yamaguchi, M (May 2000). "Directional solidification of TiAl-base alloys". Intermetallics. 8 (5–6): 511–517. doi:10.1016/S0966-9795(99)00157-0. Retrieved 6 March 2020.
- Yamaguchi, M (May 2000). "Directional solidification of TiAl-base alloys". Intermetallics. 8 (5–6): 511–517. doi:10.1016/S0966-9795(99)00157-0. Retrieved 6 March 2020.
- Yamaguchi, M (May 2000). "Directional solidification of TiAl-base alloys". Intermetallics. 8 (5–6): 511–517. doi:10.1016/S0966-9795(99)00157-0. Retrieved 6 March 2020.
- Yamaguchi, M (May 2000). "Directional solidification of TiAl-base alloys". Intermetallics. 8 (5–6): 511–517. doi:10.1016/S0966-9795(99)00157-0. Retrieved 6 March 2020.
- D'Souza, D. (Nov 2000). "Directional and Single-Crystal Solidification of Ni-Base Superalloys: Part I. The Role of Curved Isotherms on Grain Selection" (PDF). Metallurgical and Materials Transactions A. 31A (11): 2877–2886. Bibcode:2000MMTA...31.2877D. doi:10.1007/BF02830351. S2CID 136914987.
- D'Souza, D. (Nov 2000). "Directional and Single-Crystal Solidification of Ni-Base Superalloys: Part I. The Role of Curved Isotherms on Grain Selection" (PDF). Metallurgical and Materials Transactions A. 31A (11): 2877–2886. Bibcode:2000MMTA...31.2877D. doi:10.1007/BF02830351. S2CID 136914987.
- D'Souza, D. (Nov 2000). "Directional and Single-Crystal Solidification of Ni-Base Superalloys: Part I. The Role of Curved Isotherms on Grain Selection" (PDF). Metallurgical and Materials Transactions A. 31A (11): 2877–2886. Bibcode:2000MMTA...31.2877D. doi:10.1007/BF02830351. S2CID 136914987.
- D'Souza, D. (Nov 2000). "Directional and Single-Crystal Solidification of Ni-Base Superalloys: Part I. The Role of Curved Isotherms on Grain Selection" (PDF). Metallurgical and Materials Transactions A. 31A (11): 2877–2886. Bibcode:2000MMTA...31.2877D. doi:10.1007/BF02830351. S2CID 136914987.
- D'Souza, D. (Nov 2000). "Directional and Single-Crystal Solidification of Ni-Base Superalloys: Part I. The Role of Curved Isotherms on Grain Selection" (PDF). Metallurgical and Materials Transactions A. 31A (11): 2877–2886. Bibcode:2000MMTA...31.2877D. doi:10.1007/BF02830351. S2CID 136914987.
- D'Souza, D. (Nov 2000). "Directional and Single-Crystal Solidification of Ni-Base Superalloys: Part I. The Role of Curved Isotherms on Grain Selection" (PDF). Metallurgical and Materials Transactions A. 31A (11): 2877–2886. Bibcode:2000MMTA...31.2877D. doi:10.1007/BF02830351. S2CID 136914987.
- D'Souza, D. (Nov 2000). "Directional and Single-Crystal Solidification of Ni-Base Superalloys: Part I. The Role of Curved Isotherms on Grain Selection" (PDF). Metallurgical and Materials Transactions A. 31A (11): 2877–2886. Bibcode:2000MMTA...31.2877D. doi:10.1007/BF02830351. S2CID 136914987.
Bibliography
- Chastain, Stephen (2004), Metal casting: a sand casting manual for the small foundry, Vol. II, vol. 4, Stephen Chastain, ISBN 978-0-9702203-3-2.
- Stefanescu, Doru Michael (2008), Science and Engineering of Casting Solidification (2nd ed.), Springer, ISBN 978-0-387-74609-8.
Further reading
- Campbell, John (12 June 2003), Castings (2nd ed.), Butterworth-Heinemann, ISBN 0-7506-4790-6.
- Wlodawer, Robert (1966), Directional solidification of steel castings, Pergamon Press.