Dissimilar friction stir welding
Dissimilar friction stir welding (DFSW) is the application of friction stir welding (FSW), invented in The Welding Institute (TWI) in 1991,[1] to join different base metals including aluminum, copper, steel, titanium, magnesium and other materials.[2] It is based on solid state welding that means there is no melting. DFSW is based on a frictional heat generated by a simple tool in order to soften the materials and stir them together using both tool rotational and tool traverse movements. In the beginning, it is mainly used for joining of aluminum base metals[3] due to existence of solidification defects in joining them by fusion welding methods such as porosity along with thick Intermetallic compounds.[4] DFSW is taken into account as an efficient method to join dissimilar materials in the last decade.[5] There are many advantages for DFSW in compare with other welding methods including low-cost, user-friendly, and easy operation procedure resulting in enormous usages of friction stir welding for dissimilar joints. Welding tool, base materials, backing plate (fixture), and a milling machine are required materials and equipment for DFSW. On the other hand, other welding methods, such as Shielded Metal Arc Welding (SMAW) typically need highly professional operator as well as quite expensive equipment.

Principle of operation
The mechanism of DFSW is very simple. A rotating tool plunges into the interface of parent metals, and heat input generated by the friction between the tool shoulder surface and top surface of the base metals lead to softening of the base materials. In other words, the rotational movement of the tool mixes and stirs the parent metals and create a softened pasty mixture. Afterwards, the tool's traverse movement along the interface creates a joint. This results in a final bond that combines both mechanical and metallurgical bonding at the interface. These two bondings are critical in order to achieve proper mechanical properties.[6] Butt and lap designs are the most common joint types in dissimilar friction stir welding (DFSW). Likewise, one material is generally harder than the other. In general, hard and soft materials are placed in advancing and retreating sides respectively during welding.[7]
Tool Geometry
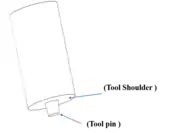
Tool configuration is an important factor to achieve a sound joint. The tool consists of two parts including tool shoulder and tool pin, as shown in below figure. The tool shoulder generates frictional heat, while the tool pin stirs the softened materials. Various pin and shoulder configurations may be used for DFSW. "Cylindrical", "rectangular", "triangular" and "threaded-cylindrical" are the most common tool pin profiles,[8] while "featureless" and "scrolled" are the most common tool shoulder configurations.[9] Tool material selection is dependent on the base materials to be joined. For example, for aluminum/copper joints,[10] hot working alloy steel is generally used, while for harder metals such as titanium/aluminum joints, tungsten carbide is common.[11]
Welding Parameters
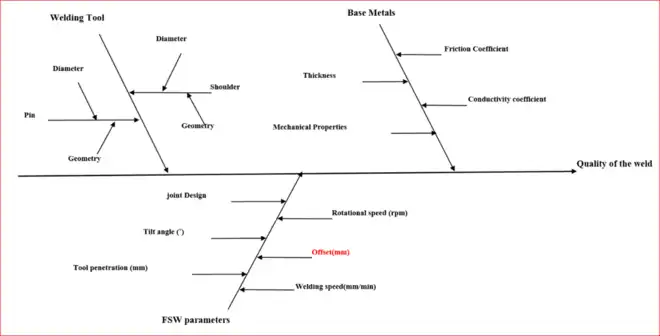
In DFSW, mechanical properties mainly include tensile strength, hardness, yield strength, elongation. Selecting optimum welding parameters results in achieving proper mechanical properties of the joint. Tool rotational speed (rpm), tool traverse speed (mm/min), tool tilt angle (degree), tool offset (mm), tool penetration (mm), and tool geometry are most important welding parameters in DFSW. The tool center is typically placed in the centerline of the joint for similar joints such as aluminum/aluminium or copper/copper joints; in contrast, it is shifted towards the softer materials in DFSW called tool offset.[12] It is a significant factor to achieve a joint possessing smaller welding defect and higher mechanical properties. Generally, harder and softer materials are placed in Advancing Side (AS) and Retreating Side (RT) respectively.[13] Regardless of the tool geometry, which plays a critical role on final mechanical and metallurgical properties of the weldment, the effect of the tool rotational speed and tool offset are taken into account as the most important welding parameters during DFSW.
Heat Generation
A non-consumable rotating tool is plunged into the interface of parent materials. Frictional heat arisen from the tool shoulder throughout welding plasticizes the parent materials leading to local plastic deformation of the parent materials. Localized heat generated by the tool results from following process. At the initial stage, it is primarily arisen from frictional heat between the plunged pin and parent materials.[14] Afterwards, it is mainly produced by the frictional heat between the shoulder surface and the top-surface of base metals once the shoulder touched the top-surface. Subsequently, the softened materials are stirred together by the rotating pin resulting in a solid-state bond. Frigaard et al. showed that tool rotational speed and tool shoulder diameters are the main contributing factors in heat generation.[15]
Material Flow
The mechanism of bonding in DFSW is based on two simple concepts. First, stirred materials, a mixture flow of soft and hard metals, is forged into the interface of harder material leading to strong mechanical bond at the interface. Furthermore, a complementary metallurgical bond is formed at the interface enhancing and improving mechanical properties of the joint.[16] Materials flow throughout DFSW depends on various parameters including welding process parameters, tool geometry, and base materials. Tool geometry is the most important factor in achieving appropriate material flow.
Defects
Occurrence of welding defects in DFSW are quite common. Welding defects in DFSW include tunneling defect, fragment defect, crack, void, surface cavity or grooves and excessive flash formation.[17] Amongst these, tunneling defect is the most common defect in DFSW resulting from improper material flows throughout welding. It is mainly attributed to inappropriate selection of welding parameters particularly welding speed, rotational speed, tool design and tool penetration leading to either abnormal stirring or insufficient heat input.[18] Formation of coarse fragments of harder materials within the matrix of softer materials is another typical defect observed only in DFSW.[19] Generally, during DFSW, the paste materials behave like a metal matrix composite such that harder and softer materials act as the matrix and the reinforcement respectively. In fact, it is quite important to keep the harder material in relatively small size in order to achieve the best flow of materials. Therefore, any factors that cause formation of large piece of harder material lead to appearance of fragment defects. Tool offset and tool pin design were taken into account as the most significant contributing factors in formation of fragment defect in DFSW. They were accounted for disturbing the flow of material resulting from the formation of large pieces of harder material within the matrix of softer material due to the fact that it is quite difficult to stir and mix paste materials when one of them is not relatively fine. In addition, fragment defects usually accompany with other defects such as voids and cracks.
Typical Characteristics
DFSW shows various characteristics in terms of hardness distribution, tensile strength, microstructure, formation of intermetallic compounds as well as formation of a composite structure within the stir zone. The majority of the dissimilar joints fabricated by FSW demonstrate similar results.
Hardness
Since the base materials have different mechanical properties, the hardness distribution is not homogeneous which can be attributed to two different reasons.[20] First, different mechanical properties of base materials including the hardness causes inhomogeneity in the weldments. Second, different microstructure and grain size of the welding zones including stir zone, TMAZ, and HAZ result in various hardness. Moreover, the hardness in the nugget zone or stir zone is very inhomogenous because of the formation of onion ring (composite structure ) and IMCs. As a result, dissimilar joints shows inhomogenous distribution in the nugget zone or stir zone.[21]
Microstructure
Four different welding zones including Stir Zone (SZ) or nugget zone, Thermo-Mechanical Affected Zone (TMAZ), Heat affected zone (HAZ) and Base Metals (BM) are typically observed in dissimilar joints made by FSW.[22] Microstructure of the weldment demonstrates a remarkable grain refinement in the stir zone along with elongation of the grains in the TMAZ. Intensive plastic deformation risen up by tool action, rotational and traverse movements, account for the notable grain refinement in the stir zone. Moreover, HAZ presents relatively coarser grain that can be attributed to lower cooling rate in comparison with other welding areas. Some phenomena are typical in dissimilar friction stir welding including formation of Intermetallic Compounds (IMCs) and appearance of a Composite-like Structure (CS) appeared in various patterns specifically onion rings shown in below figure. IMCs and CS enhance mechanical behavior of the joints depending their conditions such as the thickness of IMCs as well as distribution pattern of composite-like structure. Proper selection of welding parameters optimizes formation of IMCs and CS resulting in the highest mechanical properties. As pointed out before, rotational speed, welding speed, and tool offset along with tool pin are the most important factors affecting on mechanical and metallurgical properties during DFSW. Unlike conventional fusion welding methods that are accompanied with substantially thick interfacial IMCs,[23] forming an interfacial metallurgical bond during DFSW is essential to achieve a sound joint. However, it should be kept at optimum condition to enhance and improve mechanical properties i.e. it should be thin, uniform and contentious.[24]
IMCs
IMCs are another typical phenomenon in DFSW. There existed some criteria for IMCs in order to achieve a sound joint including thickness, uniformity and continuity.[25] The most common type of IMCs appeared in aluminum/copper joint are Al4Cu9, Al2Cu3, Al2Cu.[26] Interface and surrounding edge of the particles dispersed in the nugget zone are two main places IMCs formed. Likewise, depending the size of the particles of harder material which dispersed in the matrix of softer material, coarse particles partially transform to IMCs mostly around the outer edge of the particles, while fine particles completely transform to IMCs. It is worth noting that the average thickness of IMCs are less than 2 micrometer. Therefore, those particles that are below than 2 micrometer are completely transform to IMCs resulting in enhancing mechanical properties of the nugget zone.
Tensile Strength

Another important characteristic in DFSW is the final tensile strength. The majority of dissimilar weldments presented similar trend in tensile strength. There are two different materials in DFSW. One is softer than the other. For example, in aluminum to copper joint, aluminum is softer than copper. What would be the tensile strength of the joint? Is it more than both? Is it less than both? What is the requirement for the sound joint? The answer is that tensile strength of the joints in DFSW are a fraction of the tensile strength of the softer material. Therefore, the final tensile strength of the weldments are usually less than tensile strength of both materials, however, in order to be acceptable in the industry, it is usually more than 70 percent of the tensile strength of the softer material.[27] Fracture behavior of the tensile specimens shows that majority of the joints failed at the interface along with a brittle fracture. It can be attributed to IMCs developed at the interface. Although, it could successfully improve tensile strength, but the specimens showed brittle fracture which is one of the existing challenge in dissimilar joints fabricated by FSW.
Formation of composite structure
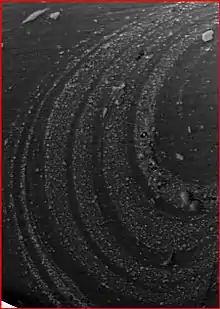
Due to the fact that there are two different materials in DFSW; formation of a composite structure within the nugget zone is inevitable. Typically, it appears in the forming of onion ring in the nugget zone or stir zone of the softer matrix as shown in below figure. That is, fine particle of the material in the advancing side (harder material) disperse throughout the stir zone of the retreating material (Softer material). That is the main reason regarding the inhomogeneous hardness distribution in the stir zone.[28][29][30]
Challenge
FSW can be efficient method to be used in order to join dissimilar materials and the outcome in terms of tensile strength, shear strength, and hardness distribution are promising. However, most of the joints fractured at interface.[31] Moreover, even those that have been ruptured in the base metals showed brittle behavior i.e. low elongation which can be attributed to formation of IMCs. There must a balance between tensile strength and ductility of the weldments in order to safely use dissimilar weldments in industrial applications. In other words, proper ductility and toughness are required for some industrial applications since they should possess proper resistivity against impact and shock loading. The majority of the fabricated weldments are not sufficiently strong to be used for such applications. Therefore, it is worthwhile to focus current and future works on improving toughness of the weldments along with keeping tensile strength in a proper value.
References
- Thomas, WM; Nicholas, ED; Needham, JC; Murch, MG; Temple-Smith, P; Dawes, CJ. Friction-stir butt welding, GB Patent No. 9125978.8, International patent application No. PCT/GB92/02203, (1991)
- Sheikh-Ahmad, J.Y.; Ali, Dima S.; Deveci, Suleyman; Almaskari, Fahad; Jarrar, Firas (February 2019). "Friction stir welding of high density polyethylene—Carbon black composite". Journal of Materials Processing Technology. 264: 402–413. doi:10.1016/j.jmatprotec.2018.09.033. S2CID 139970404.
- Mishra, R.S.; Ma, Z.Y. (August 2005). "Friction stir welding and processing". Materials Science and Engineering: R: Reports. 50 (1–2): 1–78. doi:10.1016/j.mser.2005.07.001. S2CID 136371468.
- Kahraman, Nizamettin; Gülenç, Behçet; Findik, Fehim (November 2005). "Joining of titanium/stainless steel by explosive welding and effect on interface". Journal of Materials Processing Technology. 169 (2): 127–133. doi:10.1016/j.jmatprotec.2005.06.045.
- Mehta, Kush P.; Badheka, Vishvesh J. (23 March 2015). "A Review on Dissimilar Friction Stir Welding of Copper to Aluminum: Process, Properties, and Variants". Materials and Manufacturing Processes. 31 (3): 233–254. doi:10.1080/10426914.2015.1025971. ISSN 1042-6914. S2CID 135514043.
- Esmaeili, A.; Givi, M.K. Besharati; Rajani, H.R. Zareie (August 2011). "A metallurgical and mechanical study on dissimilar Friction Stir welding of aluminum 1050 to brass (CuZn30)". Materials Science and Engineering: A. 528 (22–23): 7093–7102. doi:10.1016/j.msea.2011.06.004.
- Esmaeili, A.; Givi, M.K. Besharati; Rajani, H.R. Zareie (August 2011). "A metallurgical and mechanical study on dissimilar Friction Stir welding of aluminum 1050 to brass (CuZn30)". Materials Science and Engineering: A. 528 (22–23): 7093–7102. doi:10.1016/j.msea.2011.06.004.
- MEHTA, Kush P.; BADHEKA, Vishvesh J. (January 2017). "Influence of tool pin design on properties of dissimilar copper to aluminum friction stir welding". Transactions of Nonferrous Metals Society of China. 27 (1): 36–54. doi:10.1016/S1003-6326(17)60005-0.
- "Scopus preview - Scopus - Welcome to Scopus". www.scopus.com.
- Esmaeili, A.; Givi, M.K. Besharati; Rajani, H.R. Zareie (August 2011). "A metallurgical and mechanical study on dissimilar Friction Stir welding of aluminum 1050 to brass (CuZn30)". Materials Science and Engineering: A. 528 (22–23): 7093–7102. doi:10.1016/j.msea.2011.06.004.
- Chen, Y.C.; Nakata, K. (March 2009). "Microstructural characterization and mechanical properties in friction stir welding of aluminum and titanium dissimilar alloys". Materials & Design. 30 (3): 469–474. doi:10.1016/j.matdes.2008.06.008.
- Esmaeili, A.; Givi, M.K. Besharati; Rajani, H.R. Zareie (August 2011). "A metallurgical and mechanical study on dissimilar Friction Stir welding of aluminum 1050 to brass (CuZn30)". Materials Science and Engineering: A. 528 (22–23): 7093–7102. doi:10.1016/j.msea.2011.06.004.
- Esmaeili, A.; Zareie Rajani, H.R.; Sharbati, M.; Givi, M.K. Besharati; Shamanian, M. (November 2011). "The role of rotation speed on intermetallic compounds formation and mechanical behavior of friction stir welded brass/aluminum 1050 couple". Intermetallics. 19 (11): 1711–1719. doi:10.1016/j.intermet.2011.07.006.
- Esmaeili, A.; Besharati Givi, M. K.; Zareie Rajani, H. R. (December 2012). "Experimental Investigation of Material Flow and Welding Defects in Friction Stir Welding of Aluminum to Brass". Materials and Manufacturing Processes. 27 (12): 1402–1408. doi:10.1080/10426914.2012.663239. S2CID 136594511.
- Frigaard, Ø.; Grong, Ø.; Midling, O. T. (May 2001). "A process model for friction stir welding of age hardening aluminum alloys". Metallurgical and Materials Transactions A. 32 (5): 1189–1200. Bibcode:2001MMTA...32.1189F. doi:10.1007/s11661-001-0128-4. ISSN 1073-5623. S2CID 137271711.
- Esmaeili, A.; Besharati Givi, M. K.; Zareie Rajani, H. R. (December 2012). "Experimental Investigation of Material Flow and Welding Defects in Friction Stir Welding of Aluminum to Brass". Materials and Manufacturing Processes. 27 (12): 1402–1408. doi:10.1080/10426914.2012.663239. S2CID 136594511.
- Esmaeili, A; Givi, M K Besharati; Rajani, H R Zareie (12 November 2013). "Investigation of weld defects in dissimilar friction stir welding of aluminium to brass by radiography". Science and Technology of Welding and Joining. 17 (7): 539–543. doi:10.1179/1362171812Y.0000000044. S2CID 136693814.
- Kim, Y.G.; Fujii, H.; Tsumura, T.; Komazaki, T.; Nakata, K. (January 2006). "Three defect types in friction stir welding of aluminum die casting alloy". Materials Science and Engineering: A. 415 (1–2): 250–254. doi:10.1016/j.msea.2005.09.072.
- BHATTACHARYA, T.K.; DAS, H.; PAL, T.K. (September 2015). "Influence of welding parameters on material flow, mechanical property and intermetallic characterization of friction stir welded AA6063 to HCP copper dissimilar butt joint without offset". Transactions of Nonferrous Metals Society of China. 25 (9): 2833–2846. doi:10.1016/S1003-6326(15)63909-7.
- Gerlich, A.; Su, P.; North, T. H. (4 December 2013). "Peak temperatures and microstructures in aluminium and magnesium alloy friction stir spot welds". Science and Technology of Welding and Joining. 10 (6): 647–652. doi:10.1179/174329305X48383. S2CID 135685926.
- Xue, P.; Xiao, B.L.; Ni, D.R.; Ma, Z.Y. (August 2010). "Enhanced mechanical properties of friction stir welded dissimilar Al–Cu joint by intermetallic compounds". Materials Science and Engineering: A. 527 (21–22): 5723–5727. doi:10.1016/j.msea.2010.05.061.
- Yazdipour, A.; Heidarzadeh, A. (September 2016). "Effect of friction stir welding on microstructure and mechanical properties of dissimilar Al 5083-H321 and 316L stainless steel alloy joints". Journal of Alloys and Compounds. 680: 595–603. doi:10.1016/j.jallcom.2016.03.307.
- Liu, Liming; Ren, Daxin; Liu, Fei (8 May 2014). "A Review of Dissimilar Welding Techniques for Magnesium Alloys to Aluminum Alloys". Materials. 7 (5): 3735–3757. Bibcode:2014Mate....7.3735L. doi:10.3390/ma7053735. PMC 5453224. PMID 28788646.
- Esmaeili, A.; Givi, M.K. Besharati; Rajani, H.R. Zareie (August 2011). "A metallurgical and mechanical study on dissimilar Friction Stir welding of aluminum 1050 to brass (CuZn30)". Materials Science and Engineering: A. 528 (22–23): 7093–7102. doi:10.1016/j.msea.2011.06.004.
- Xue, P.; Ni, D.R.; Wang, D.; Xiao, B.L.; Ma, Z.Y. (May 2011). "Effect of friction stir welding parameters on the microstructure and mechanical properties of the dissimilar Al–Cu joints". Materials Science and Engineering: A. 528 (13–14): 4683–4689. doi:10.1016/j.msea.2011.02.067.
- Esmaeili, A.; Givi, M.K. Besharati; Rajani, H.R. Zareie (August 2011). "A metallurgical and mechanical study on dissimilar Friction Stir welding of aluminum 1050 to brass (CuZn30)". Materials Science and Engineering: A. 528 (22–23): 7093–7102. doi:10.1016/j.msea.2011.06.004.
- Mehta, Kush P.; Badheka, Vishvesh J. (23 March 2015). "A Review on Dissimilar Friction Stir Welding of Copper to Aluminum: Process, Properties, and Variants". Materials and Manufacturing Processes. 31 (3): 233–254. doi:10.1080/10426914.2015.1025971. S2CID 135514043.
- Uzun, Huseyin; Dalle Donne, Claudio; Argagnotto, Alberto; Ghidini, Tommas; Gambaro, Carla (February 2005). "Friction stir welding of dissimilar Al 6013-T4 To X5CrNi18-10 stainless steel". Materials & Design. 26 (1): 41–46. doi:10.1016/j.matdes.2004.04.002.
- Zareie Rajani, H. R.; Esmaeili, A.; Mohammadi, M.; Sharbati, M.; Givi, M. K. B. (21 February 2012). "The role of Metal-Matrix Composite development During Friction Stir Welding of Aluminum to Brass in Weld Characteristics". Journal of Materials Engineering and Performance. 21 (11): 2429–2437. Bibcode:2012JMEP...21.2429Z. doi:10.1007/s11665-012-0178-3. S2CID 137203780.
- Mehta, Kush P. (January 2019). "A review on friction-based joining of dissimilar aluminum–steel joints". Journal of Materials Research. 34 (1): 78–96. Bibcode:2019JMatR..34...78M. doi:10.1557/jmr.2018.332. ISSN 0884-2914.
- Shi, Hui; Chen, Ke; Liang, Zhiyuan; Dong, Fengbo; Yu, Taiwu; Dong, Xianping; Zhang, Lanting; Shan, Aidang (April 2017). "Intermetallic Compounds in the Banded Structure and Their Effect on Mechanical Properties of Al/Mg Dissimilar Friction Stir Welding Joints". Journal of Materials Science & Technology. 33 (4): 359–366. doi:10.1016/j.jmst.2016.05.006.