x̅ and s chart
In statistical quality control, the and s chart is a type of control chart used to monitor variables data when samples are collected at regular intervals from a business or industrial process.[1] This is connected to traditional statistical quality control (SQC) and statistical process control (SPC). However, Woodall[2] noted that "I believe that the use of control charts and other monitoring methods should be referred to as “statistical process monitoring,” not “statistical process control (SPC).”"

| and s chart | |
|---|---|
| Originally proposed by | Walter A. Shewhart |
| Process observations | |
| Rational subgroup size | {{{subgroupsize}}} |
| Measurement type | Average quality characteristuu7hic uper unit |
| Quality characteristic type | Variables data |
| Underlying distribution | Normal distribution |
| Performance | |
| Size of shift to detect | ≥ 1.5σ |
| Process variation chart | |
 | |
| Center line | |
| Upper control limit | |
| Lower control limit | |
| Plotted statistic | |
| Process mean chart | |
 | |
| Center line | |
| Control limits | |
| Plotted statistic | |







Uses
The chart is advantageous in the following situations:[3]
- The sample size is relatively large (say, n > 10— and R charts are typically used for smaller sample sizes)
- The sample size is variable
- Computers can be used to ease the burden of calculation
The "chart" actually consists of a pair of charts: One to monitor the process standard deviation and another to monitor the process mean, as is done with the and R and individuals control charts. The and s chart plots the mean value for the quality characteristic across all units in the sample, , plus the standard deviation of the quality characteristic across all units in the sample as follows:

- .

Assumptions
The normal distribution is the basis for the charts and requires the following assumptions:
- The quality characteristic to be monitored is adequately modeled by a normally-distributed random variable
- The parameters μ and σ for the random variable are the same for each unit and each unit is independent of its predecessors or successors
- The inspection procedure is same for each sample and is carried out consistently from sample to sample
Control limits
The control limits for this chart type are:[4]
- (lower) and (upper) for monitoring the process variability
- for monitoring the process mean


- where and are the estimates of the long-term process mean and range established during control-chart setup and A3, B3, and B4 are sample size-specific anti-biasing constants. The anti-biasing constants are typically found in the appendices of textbooks on statistical process control. NIST provides guidance on manually calculating these constants "6.3.2. What are Variables Control Charts?".

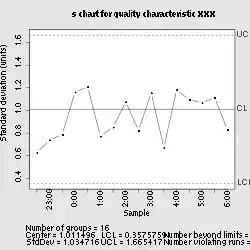
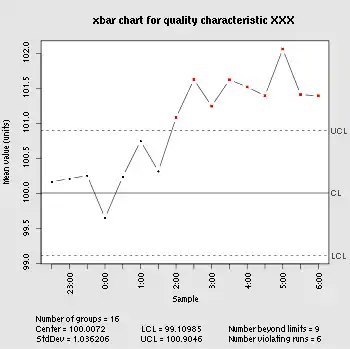
Validity
As with the and R and individuals control charts, the chart is only valid if the within-sample variability is constant.[5] Thus, the s chart is examined before the chart; if the s chart indicates the sample variability is in statistical control, then the chart is examined to determine if the sample mean is also in statistical control. If on the other hand, the sample variability is not in statistical control, then the entire process is judged to be not in statistical control regardless of what the chart indicates.
Unequal samples
When samples collected from the process are of unequal sizes (arising from a mistake in collecting them, for example), there are two approaches:
| Technique | Description |
|---|---|
| Use variable-width control limits[6] | Each observation plots against its own control limits as determined by the sample size-specific values, ni, of A3, B3, and B4 |
| Use control limits based on an average sample size[7] | Control limits are fixed at the modal (or most common) sample size-specific value of A3, B3, and B4 |
Limitations and improvements
Effect of estimation of parameters plays a major role. Also a change in variance affects the performance of chart while a shift in mean affects the performance of the S chart.

Therefore, several authors recommend using a single chart that can simultaneously monitor and S.[8] McCracken, Chackrabori and Mukherjee [9] developed one of the most modern and efficient approach for jointly monitoring the Gaussian process parameters, using a set of reference sample in absence of any knowledge of true process parameters.
See also
- and R chart
- Shewhart individuals control chart
- Simultaneous monitoring of mean and variance of Gaussian Processes with estimated parameters (when standards are unknown)[9]
References
- "Shewhart X-bar and R and S Control Charts". NIST/Sematech Engineering Statistics Handbook. National Institute of Standards and Technology. Retrieved 2009-01-13.
- Woodall, William H. (2016-07-19). "Bridging the Gap between Theory and Practice in Basic Statistical Process Monitoring". Quality Engineering: 00. doi:10.1080/08982112.2016.1210449. ISSN 0898-2112. S2CID 113516285.
- Montgomery, Douglas (2005). Introduction to Statistical Quality Control. Hoboken, New Jersey: John Wiley & Sons, Inc. p. 222. ISBN 978-0-471-65631-9. OCLC 56729567.
- Montgomery, Douglas (2005). Introduction to Statistical Quality Control. Hoboken, New Jersey: John Wiley & Sons, Inc. p. 225. ISBN 978-0-471-65631-9. OCLC 56729567.
- Montgomery, Douglas (2005). Introduction to Statistical Quality Control. Hoboken, New Jersey: John Wiley & Sons, Inc. p. 214. ISBN 978-0-471-65631-9. OCLC 56729567.
- Montgomery, Douglas (2005). Introduction to Statistical Quality Control. Hoboken, New Jersey: John Wiley & Sons, Inc. p. 227. ISBN 978-0-471-65631-9. OCLC 56729567.
- Montgomery, Douglas (2005). Introduction to Statistical Quality Control. Hoboken, New Jersey: John Wiley & Sons, Inc. p. 229. ISBN 978-0-471-65631-9. OCLC 56729567.
- Chen, Gemai; Cheng, Smiley W. (1998). "Max Chart: Combining X-Bar Chart and S Chart". Statistica Sinica. 8 (1): 263–271. ISSN 1017-0405. JSTOR 24306354.
- McCracken, A. K.; Chakraborti, S.; Mukherjee, A. (October 2013). "Control Charts for Simultaneous Monitoring of Unknown Mean and Variance of Normally Distributed Processes". Journal of Quality Technology. 45 (4): 360–376. doi:10.1080/00224065.2013.11917944. ISSN 0022-4065. S2CID 117307669.