Convertidor Bessemer
El procedimiento Bessemer[1] fue el primer proceso de fabricación químico que sirvió para la fabricación en serie de acero, fundido en lingotes, de buena calidad y con poco costo a partir del arrabio. Este procedimiento fue llamado así en honor de Henry Bessemer, quien reclamó la patente el 10 de enero de 1855 y la utilizó a través de la Henry Bessemer and Company, sociedad implantada en Sheffield, ciudad del Norte de Inglaterra.

El procedimiento fue descubierto de forma independiente en 1851 por William Kelly,[2][3] y también había sido usado fuera de Europa durante cientos de años, pero no a una escala industrial.[4] El principio clave es la retirada de impurezas del hierro mediante la oxidación producida por el insuflado de aire en el hierro fundido. La oxidación causa la elevación de la temperatura de la masa de hierro y lo mantiene fundido.
El convertidor
El convertidor es un horno giratorio en forma de retorta, de cuello ancho. En él se lleva a cabo el procedimiento.
Este aparato es de palastro,[nota 1] y está revestido interiormente de ladrillos refractarios. Estos ladrillos, para el proceso ácido (en el denominado convertidor Bessemer propiamente dicho), se hacen de cuarcita, arcilla y una pequeña cantidad de arcilla refractaria, que son mezcladas y sometidas a calcinación.
Para el proceso básico (en el denominado convertidor Thomas) se hacen de dolomía calcinada (óxido de calcio y magnesio), reducida a polvo y aglomerada con alquitrán. Después se llevan a la prensa hidráulica, donde son fuertemente comprimidos. Otras veces se comprimen en matrices metálicas y después se calcinan.
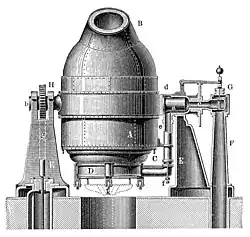
El fondo C del convertidor (figura 1), o está unido invariablemente al cuerpo principal o puede quitarse para arreglar el revestimiento refractario, en el cual hay alojamientos cónicos para recibir siete toberas, atravesadas cada una por siete y hasta trece conductos cilíndricos de 9 a 12 mm de diámetro, por los que penetra el aire.
Mediante el empleo de una plataforma movida hidráulicamente, se pone la caja de viento D, que descansa sobre rodillos, en contacto con el fondo del convertidor. Este está sostenido por medio de dos muñones a y b que se apoyan sobre los soportes E. El aire, procedente de del conducto F, pasa por el tubo c y de aquí a la cámara anular que rodea el muñón a; y atravesando el tubo c por medio de la brida f, y desde aquella pasa al convertidor por las toberas.
La regulación del aire la hace un operario por medio de una válvula situada en el tubo portavientos, o bien se obtiene automáticamente al hacer girar el convertidor alrededor de su eje, mediante un anillo excéntrico colocado en el muñón a. El cual, al girar, levanta o baja una palanca y, por lo tanto, sube o baja la válvula situada en G, que puede interceptar la entrada del viento en el tubo c. Y que tiende siempre a descender bajo la acción del peso.
El giro del convertidor se efectúa mediante el engranaje de un piñón H fijo al muñón b, con una cremallera g unida al émbolo de una prensa hidráulica. En los convertidores grandes se usa vapor para poner la prensa en acción. En los pequeños basta un volante movido a mano.
Los convertidores pequeños tiene una cabida de 1 tonelada, y los grandes hasta 8. Uno de estos, por ejemplo, de 5000 a 6000 kilogramos, tiene un diámetro en su parte media de 1,50 a 2 metros, y de 0,8 a 1 m de altura.
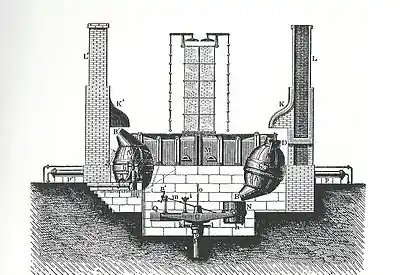
Valiéndose de un canal revestido de arcilla refractaria, se hace entrar al convertidor, que estará inclinado, la fundición líquida, que procede directamente del alto horno o de un cubilote. Se hace bascular el horno, dando al mismo tiempo entrada automáticamente al aire. El cuello B´' de la retorta A´ se encuentra entonces debajo de una campana K´ que se comunica con la chimenea L´ (véase figura 2).
Después de haber efectuado la descarburación[nota 2] completa de la fundición, se introduce por la boca del convertidor, inclinándolo, la aleación de ferromanganeso (Spiegeleisen)[nota 3] o de ferrosilicio calentados de antemano; se vuelve a levantar el convertidor y se da entrada al aire, si es necesario durante 2 o 3 segundos, dejando luego reposar el baño metálico de 5 a 10 minutos, cerrando la entrada al aire para dar lugar al desprendimiento de los gases que hayan sido absorbidos. Se inclina luego el aparato, vertiendo su contenido en el caldero de colada, que está sostenido por una plataforma, unida al extremo del vástago, de una grúa hidráulica P, que puede subir y bajar. Q es un contrapeso situado al otro extremo de la plataforma, que puede hacerse mayor o menor según el contenido del caldero (véase figura 2).
Para llenar los moldes y lingoteras, preparados bien en la fosa semicircular alrededor de la grúa, se levanta el tapón h de un agujero que hay en el fondo del caldero de colada. Este se coloca sucesivamente encima de los moldes, mediante el movimiento semicircular de la plataforma que produce un operario haciendo girar el volante i, que arrastra el piñón k, el cual engrana a su vez con la rueda dentada l (véase figura 2).
.jpg.webp)
Para limpiar el caldero se inclina, lo que se consigue moviendo el otro volante n´ que arrastra la palanca m; o es un mantelete de chapa que protege a los operarios que hacen girar la plataforma;p p´ es el alojamiento del cilindro de la máquina hidráulica antes mencionada (véase figura 2).
Se empezó a operar en los convertidores Bessemer con cargas de 3 toneladas, que con el tiempo llegaron a ser de 8 a 10, incluso más.
Al principio se instalaban sin excepción 2 convertidores (en la figura 2 hay dos), a lo sumo 3, de los cuales uno trabajaba mientras los otros estaban de reserva. Con el tiempo se instalaron en número variable, alineados uno al lado del otro, disponiéndose la fosa de colada delante de ellos o a sus costados.
Hubo tendencia a suprimir la fosa de colada, que antes se hacía siempre, por lo general de una profundidad de 1 a 1,5 m. La colada se hacía sobre el suelo del taller y los convertidores se colocaban algo más elevados. En los siglos XIX e inicios del XX, por regla general se prefería colocar lingoteras de pequeñas proporciones y así se repartía el contenido de un convertidor en 6 o 7 lingoteras de 1 a 2 toneladas que, mediante trenes de laminado, se dejaban con la forma y grueso deseados.
Similares al convertidor Bessemer se han construido gran número de convertidores, en los cuales la operación es idéntica y no se diferencian más que en sus proporciones menores y en la mayor acción productiva.
Pequeños convertidores Bessemer
Los pequeños convertidores Bessemer son de una instalación mucho más sencilla y económica. El modo de conducir la operación es la misma que la descrita.
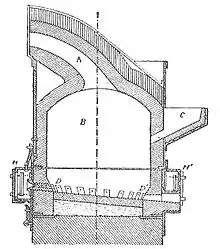
Uno de los tipos más populares es el convertidor sueco, que se compone de una cámara B cuya boca A se prolonga en forma de cuello. En C hay una tolva para la carga, estando representada en H la caja de vientos. De esta parten las toberas que penetran lateralmente y con una ligera inclinación en el cuerpo del convertidor. Esta disposición permite conservar el baño metálico a una altura uniforme y asegurar un contacto prolongado de la fundición con el aire, y también trabajar a menor presión. La carga de este convertidor es de tonelada y media.
Convertidor Thomas
El convertidor Thomas,[1] inventado en 1877 por Sidney Thomas y su primo Percy Gilchrist, es una modificación del convertidor Bessemer, ideado para poder aprovechar el mineral de hierro con un elevado contenido en fósforo, un elemento cuya presencia indeseable en el acero lo convierte en un material duro pero muy quebradizo. Se caracterizaba porque la cubeta estaba revestida con una mezcla de materiales de pH básico a base de dolomía y de alquitrán, que permitía eliminar del acero el fósforo presente en el mineral de hierro.
El fósforo contenido en el arrabio, convertido a óxido de fósforo(V) se combinaba con la caliza presente en la escoria agregada para formar la escoria de Thomas, que una vez triturada finamente se vendía como fertilizante agrícola fosfatado.
Véase también
Notas
Referencias
- A. Leyensetter, G. Würtemberger (1987). Tecnología de los oficios metalúrgicos. Reverte. pp. 63 de 552. ISBN 9788429160666. Consultado el 8 de marzo de 2022.
- «Bessemer process». Britannica 2. Encyclopedia Britannica. 2005. p. 168.
- «Kelly, William». Britannica 6. Encyclopedia Britannica. 2005. p. 791.
- Ponting, Clive (2000), World History, A New Perspective, Pimlico, ISBN 0-7126-6572-2
- El contenido de este artículo incorpora material del tomo 2 de la Enciclopedia Universal Ilustrada Europeo-Americana (Espasa), cuya publicación fue anterior a 1943, por lo que se encuentra en el dominio público.
Enlaces externos
- The Engineer, 15 August 1856 (explicaciones de Bessemer sobre el propósito del procedimiento) (en inglés)
- How the Modern Steel Furnace Does Its Work, Popular Science, febrero de 1919, p. 30-31 (en inglés)
- Retrospectiva de la tecnología de la fabricación del acero en el siglo XX (enlace roto disponible en Internet Archive; véase el historial, la primera versión y la última). (en inglés)
| Control de autoridades |
|
|---|
 Datos: Q334055
Datos: Q334055 Multimedia: Bessemer converter / Q334055
Multimedia: Bessemer converter / Q334055