Estándar de rosca unificado
El estándar de rosca unificado (UTS), en inglés: Unified Thread Standard, define una forma de rosca estándar y la serie, junto con asignaciones, precisiones y designaciones- para los tornillos rosca comúnmente usados en EE. UU. y Canadá. Es la norma principal para pernos, tuercas, y una amplia variedad de otros componentes usados en estos países. Este tiene el mismo perfil de 60⁰ que los tornillos de rosca ISO métricos pero las dimensiones características de cada rosca UTS (diámetro exterior y de paso) fueron elegidos como una fracción de pulgada en lugar de un valor de milímetro. La UTS está actualmente controlada por ASME/ANSI en los Estados Unidos.
Perfil básico
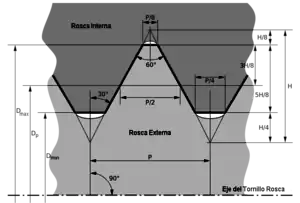
Cada rosca en la serie se caracteriza por su diámetro máximo Dmax y su separación. Las roscas UTS consisten en una rosca en forma de V simétrica. En el plano del eje de la rosca, los flancos de la V tienen un ángulo de 60⁰ entre sí. De la forma-V, la más externa de 0.125 y la más interna 0.25 de la altura H están cortados desde el perfil.
El paso P es la distancia entre los picos de rosca. Para roscas UTS que son roscas de inicio-simple es igual a la de avance, la distancia axial que el tornillo avanza durante una rotación de 360⁰. Las roscas UTS no suelen utilizar el parámetro paso; en cambio se utiliza un parámetro conocido como (TPI) roscas por pulgada, que es el recíproco del paso.
La relación entre la altura H y el paso P es encontrada usando la siguiente ecuación:[1]

En una rosca exterior (macho) (por ejemplo, en un perno), el diámetro máximo Dmax y el menor diámetro Dmin definen las máximas dimensiones de la rosca. Esto significa que la rosca externa debe terminar plana en Dmax, pero puede ser redondeada por debajo del menor diámetro Dmin. Por el contrario, en una rosca interior (hembra) (por ejemplo, en una tuerca), los diámetros mayor y menor son mínimas dimensiones, por lo tanto el perfil de la rosca debe terminar plana en Dmin, pero puede ser redondeado hacia fuera más allá de Dmax.
El menor diámetro Dmin y diámetro de paso eficaz Dp son derivados del diámetro mayor y el paso como:

Designación
La designación estándar para una rosca UTS es un número indicando el diámetro nominal (mayor) de la rosca, seguido por el paso medido en roscas por pulgada. Para diámetros más pequeños que 1⁄4 de pulgada, el diámetro se indica mediante un número entero definido en el estándar, para todos los otros diámetros, se da el número en pulgadas.
Este par de números está opcionalmente seguido de las letras UNC, UNF o UNEF o si la combinación del diámetro de paso es desde la serie “gruesa”, “fina” o “extra fina” y podría también ser seguida por un grado de precisión.
Ejemplo: #6-32 UNC 2B (diámetro máximo: 0.1380 pulgadas, paso: 32 tpi)
| Tornillos de Rosca Unificado - UNC, UNF y UNEF[2] | |||||||
| Diámetro Máximo (pulgada \ mm) | Densidad de Rosca (d, roscas por pulgadas) y pasos de rosca (p) | ||||||
| Gruesa (UNC) | Fina (UNF) | Extra fina (UNEF) | |||||
| d (TPI) | p (pulgada \ mm) | d (TPI) | p (pulgada \ mm) | d (TPI) | p (pulgada \ mm) | ||
| #0 | 0.0600 \ 1.5240 | None | 80 | 0.012500 \ 0.3175 | None | ||
| #1 | 0.0730 \ 1.8542 | 64 | 0.015625 \ 0.3969 | 72 | 0.013888 \ 0.3528 | None | |
| #2 | 0.0860 \ 2.1844 | 56 | 0.017857 \ 0.4536 | 64 | 0.015625 \ 0.3969 | None | |
| #3 | 0.0990 \ 2.5146 | 48 | 0.020833 \ 0.5292 | 56 | 0.017857 \ 0.4536 | None | |
| #4 | 0.1120 \ 2.8448 | 40 | 0.025000 \ 0.6350 | 48 | 0.020833 \ 0.5292 | None | |
| #5 | 0.1250 \ 3.1750 | 40 | 0.025000 \ 0.6350 | 44 | 0.022727 \ 0.5773 | None | |
| #6 | 0.1380 \ 3.5052 | 32 | 0.031250 \ 0.7938 | 40 | 0.025000 \ 0.6350 | None | |
| #8 | 0.1640 \ 4.1656 | 32 | 0.031250 \ 0.7938 | 36 | 0.027778 \ 0.7056 | None | |
| #10 | 0.1900 \ 4.8260 | 24 | 0.041667 \ 1.0583 | 32 | 0.031250 \ 0.7938 | None | |
| #12 | 0.2160 \ 5.4864 | 24 | 0.041667 \ 1.0583 | 28 | 0.035714 \ 0.9071 | 32 | 0.031250 \ 0.7938 |
| 1⁄4 | 0.2500 \ 6.3500 | 20 | 0.050000 \ 1.2700 | 28 | 0.035714 \ 0.9071 | 32 | 0.031250 \ 0.7938 |
| 5⁄16 | 0.3125 \ 7.9375 | 18 | 0.055556 \ 1.4111 | 24 | 0.041667 \ 1.0583 | 32 | 0.031250 \ 0.7938 |
| 3⁄8 | 0.3750 \ 9.5250 | 16 | 0.062500 \ 1.5875 | 24 | 0.041667 \ 1.0583 | 32 | 0.031250 \ 0.7938 |
| 7⁄16 | 0.4375 \ 11.1125 | 14 | 0.071428 \ 1.8143 | 20 | 0.050000 \ 1.2700 | 28 | 0.035714 \ 0.9071 |
| 1⁄2 | 0.5000 \ 12.7000 | 13 | 0.076923 \ 1.9538 | 20 | 0.050000 \ 1.2700 | 28 | 0.035714 \ 0.9071 |
| 9⁄16 | 0.5625 \ 14.2875 | 12 | 0.083333 \ 2.1167 | 18 | 0.055556 \ 1.4111 | 24 | 0.041667 \ 1.0583 |
| 5⁄8 | 0.6250 \ 15.8750 | 11 | 0.090909 \ 2.3091 | 18 | 0.055556 \ 1.4111 | 24 | 0.041667 \ 1.0583 |
| 3⁄4 | 0.7500 \ 19.0500 | 10 | 0.100000 \ 2.5400 | 16 | 0.062500 \ 1.5875 | 20 | 0.050000 \ 1.2700 |
| 7⁄8 | 0.8750 \ 22.2250 | 9 | 0.111111 \ 2.8222 | 14 | 0.071428 \ 1.8143 | 20 | 0.050000 \ 1.2700 |
| 1 | 1.0000 \ 25.4000 | 8 | 0.125000 \ 3.1750 | 12 | 0.083333 \ 2.1167 | 20 | 0.050000 \ 1.2700 |
Referencias
- Oberg et al., 2000, p. 1706.
- Oberg, Erik, 1881-; McCauley, Christopher J. (2012). Machinery's handbook : a reference book for the mechanical engineer, designer, manufacturing engineer, draftsman, toolmaker, and machinist (29th ed edición). Industrial Press. ISBN 978-1-61344-859-5. OCLC 802251511. Consultado el 25 de agosto de 2020.
| Control de autoridades |
|
|---|
 Datos: Q1579138
Datos: Q1579138