Melt spinning
El Melt spinning o hilado en estado de fusión es una técnica utilizada para el enfriamiento extremadamente rápido de líquidos.
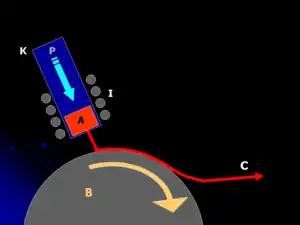
Consiste en una rueda metálica o tambor que es enfriada internamente, por lo general con agua o nitrógeno líquido, y girada a alta velocidad. Un delgado chorro de líquido es entonces lanzado a alta presión sobre la superficie externa de la rueda y enfriado, causando una solidificación extremadamente rápida. Esta técnica se utiliza para producir materiales que requieren velocidades de enfriamiento extremadamente altas, tales como por ejemplo los vidrios metálicos. Las velocidades de enfriamiento que se pueden alcanzar por esta técnica están entre 104 y 107 kelvins por segundo (K/s).[1]
La técnica original fue desarrollada por Robert Pond en una serie de patentes relacionadas registradas entre 1958-1961 (Nº de patente de EE.UU. 2825108, 2910744, y 2976590), el concepto actual del torno de fusión fue esbozado por Pond y Maddin en 1969, sin embargo, en un primer momento, el líquido era enfriado en las superficies interiores del tambor. Liebermann y Graham desarrollaron posteriormente la idea (en 1976) para permitir un proceso de colada continua, utilizando, esta vez la superficie externa del tambor.[2] El proceso actual puede producir una delgada cinta continua de material. Se pueden adquirir comercialmente cintas obtenidas por este proceso de varios anchos diferentes.[3]
Principio de funcionamiento
El principio general de funcionamiento es conseguir un entorno de enfriamiento rápido, para conseguir de esta manera que la aleación solidifique en el mismo estado de ordenamiento que tiene en el líquido (amorfo). Para poder cumplir con este requisito de entorno de enfriamiento rápido, el medio donde se produce la recuperación del calor de la mezcla fundida debe ser tanto capaz de absorber muy rápidamente el calor, como de mantener una alta diferencia de temperatura con respecto a la mezcla fundida de modo que la aleación líquida se exponga durante un tiempo muy corto para conseguir una alta velocidad de transferencia.
La velocidad de enfriamiento se encuentra determinada por la fórmula:

con , respectivamente temperatura de la aleación fundida, y la temperatura del medio ambiente de refrigeración, el es el diferencial de tiempo durante la cual se produce la transferencia de calor. La idea es obtener un RC tan alto como sea posible.


Para conseguir una alta tasa de transferencia de calor se utiliza un tambor de un metal muy buen conductor del calor enfriado internamente por medio de un refrigerante líquido (usualmente nitrógeno líquido, helio líquido o gas de petróleo líquido, aunque puede ser también agua). El tambor gira a alta velocidad para asegurar un tiempo de contacto extremadamente corto y una alta diferencia de temperatura.
Implementación técnica
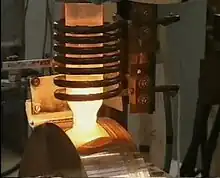
Existen dos métodos principales el método de tambor único y el método de dos tambores, en ambos casos la aleación metálica se funde en un crisol que funciona como un horno de inducción, calentando el metal por medio de una corriente eléctrica de alta frecuencia. Estos crisoles están diseñados de forma tal que la boquilla de salida se encuentre cerca de la superficie del tambor. Mediante una línea de gas comprimido (normalmente un gas inerte para evitar la oxidación del material) se inyecta gas a presión dentro del crisol, obligando al material fundido a salir en forma de chorro por la boquilla desde donde es dirigido hacia la superficie del o de los tambores. Debido a que la boquilla se coloca cerca de los tambores debe estar construida de una aleación muy resistente para tener la delgadez suficiente y la suficiente resistencia al calor. Los tambores por otra parte deben ser de un material susceptible de adquirir gran pulido, resistente a la oxidación y con una alta conductividad térmica. Por lo general se utilizan tambores de aleación de cobre o molibdeno.
- En el método de tambor único la aleación se inyecta a través de unas boquillas que se encuentran casi tangentes a la superficie del tambor. Aquí el espesor de la cinta obtenida depende de la distancia entre la boquilla y el tambor y de la velocidad de giro de este último. Este método es fácil de aplicar y de bajo coste, pero como desventaja resulta muy difícil conseguir un material que no presente variaciones en el espesor, en la estructura y diferencias entre ambas caras de la cinta de metal.
- En el método de dos tambores, el material es impulsado entre dos tambores que giran en direcciones opuestas, permite obtener una cinta de espesor muy constante (ya que solo depende de la distancia entre ambos tambores y de la velocidad de giro de los mismos) y con una muy alta velocidad de transferencia de calor. La dificultad de este enfoque es conseguir una correcta sincronización entre los dos tambores giratorios.
El punto crítico de ambos métodos es conseguir que los tambores giratorios giren en un eje de alta precisión, de forma de que la superficie del tambor presente una vibración muy baja, del orden de solo unos micrómetros, y que la superficie de los mismos sea muy homogénea y limpia.
Aplicaciones de la tecnología
La tecnología de melt spinning está siendo ampliamente aplicada para la fabricación de cintas delgadas de aleación amorfa. La ventaja de esta tecnología es su simplicidad, bajo costo y facilidad para ser implementada a escala industrial.
En la industria este método puede ser utilizado para fabricar cintas de metal amorfo con espesores de unos pocos a varios cientos de micrómetros, diferentes anchos y con longitudes de varias decenas de metros.
Hoy en día, el método de melt spinning es todavía un método común utilizado en la investigación científica y en la tecnología de materiales.
La principal desventaja es que solo se permite la fabricación de aleaciones amorfas en forma de cinta delgada, no pudiéndose fabricar bloques ni lingotes de aleación amorfa.
Chill Block Melt Spinning
El chill Block Melt Spinning (CBMS) es un proceso de solidificación rápida que se utiliza principalmente para la producción de cintas delgadas de metal. Este proceso ha ganado una amplia aceptación como un medio de producción de materiales amorfos y nanocristalinos para varias aplicaciones tecnológicas en electrónica.[4][5][6][7]
Referencias
- R. W. Cahn, Physical Metallurgy, Third edition, Elsevier Science Publishers B.V., 1983
- Liebermann H. and Graham C., Production Of Amorphous Alloy Ribbons And Effects Of Apparatus Parameters On Ribbon Dimensions, IEEE Transactions on Magnetics, Vol Mag-12, No 6, 1976, pp. 921 - 923
- Egami T., Magnetic amorphous alloys: physics and technological application, Reports on Progress in Physics, Vol 47, 1984, pp1615, available at http://iopscience.iop.org/0034-4885/47/12/002/pdf/0034-4885_47_12_002.pdf
- P.H. Steen, C. Karcher, Fluid mechanics of spin casting of metals, Annu. Rev.Fluid Mech. 29 (1997) 373–397, http://dx.doi.org/10.1146/annurev.fluid.29.1.373.
- D. Pavuna, Production of metallic glass ribbons by the chill-block melt spinning technique in stabilized laboratory conditions, J. Mater. Sci. 16 (1981)2419–2433.
- M. Pagnola, M. Malmoria, M. Barone ,Biot number behaviour in the Chill Block Melt Spinning (CBMS) process, Applied Thermal Engineering 103 (2016) 807–811, http://dx.doi.org/10.1016/j.applthermaleng.2016.04.077.
- Barone, Marcelo; Barceló, Francisco; Pagnola, Marcelo; Larreteguy, Axel; Marrugo, Andrés G.; Useche, Jairo (2020-04). «A model for the simulation of the chill block melt spinning ( ) process using». International Journal of Thermal Sciences (en inglés) 150: 106221. doi:10.1016/j.ijthermalsci.2019.106221. Consultado el 24 de enero de 2020.
Bibliografía
- H. Jones, "A perspective on the development of rapid solidification and nonequilibrium processing and its future", Mater. Sci. Eng. A 31 (2001) 11-19. (enlace roto disponible en Internet Archive; véase el historial, la primera versión y la última).
- P. Duwez et al. "Non-crystalline Structure in Solidified Gold–Silicon Alloys", Nature 187 (1960) 869-870
- P. Duwez et al. "Continuous Series of Metastable Solid Solutions in Silver-Copper Alloys", J. Appl. Phys. 31 (1960) 1136–1137 (enlace roto disponible en Internet Archive; véase el historial, la primera versión y la última).
- P. Duwez et al. "Metastable Electron Compound in Ag-Ge Alloys", J. Appl. Phys. 31 (1960), p. 1137 (enlace roto disponible en Internet Archive; véase el historial, la primera versión y la última).
- Pagnola, M.R. et al. "Influence of z/w relation in Chill Block Melt Spinning (CBMS) process and analysis of thickness in ribbons", Multidiscipline Modeling in Materials and Structures, Vol. 11 No. 1, (2015) pp. 23-31.
- Pagnola M.R et al. "Magnetic Materials by Melt Spinning Method, Structural Characterization, and Numerical Modeling" in New Uses of Micro and Nanomaterials, Edited by Marcelo Ruben Pagnola , Edited by Jairo Useche Vivero , Edited by Andres Guillermo Marrugo, Intech Open (2018).
| Control de autoridades |
|
|---|
 Datos: Q1428318
Datos: Q1428318 Multimedia: Melt spinning / Q1428318
Multimedia: Melt spinning / Q1428318