Troquelación
Se le llama troquel a la herramienta que, montada en una prensa permite realizar operaciones diversas tales como:

Usos más frecuentes
Estas prensas se emplean en operaciones de corte, estampación, doblado y embuticiones pequeñas; no son adecuadas para embuticiones profundas al aplicar la fuerza de forma rápida y no constante. El desarrollo de prensas con cinemática compleja (prensas de palanca articulada o prensas link drive) ha hecho posible que puedan usarse para embuticiones más profundas y con aceros de alta resistencia elástica, ya que este tipo de prensas mecánicas reduce su velocidad cerca del PMI pudiendo deformar la chapa sin romperla.etc
Actualmente la aparición de servoprensas, también conocidas como prensas eléctricas, ha hecho posible emular cualquier ciclo de funcionamiento con estas máquinas pudiendo usarse incluso en sustitución de prensas hidráulicas, prensas de palanca acodadas, prensas link-drive, prensas de acuñar, etc.

De acuerdo al trabajo que se tenga que realizar así son diseñadas y construidas las troqueladoras. Existen matrices simples y progresivas donde la chapa que está en forma de grandes rollos avanza automáticamente y el trabajo se realiza de forma continua; no requiere otros cuidados que cambiar de rollo de chapa cuando se termina este e ir retirando las piezas troqueladas así como vigilar la calidad del corte que realizan. Cuando el corte se deteriora por desgaste del troquel y de la matriz, se desmontan de la máquina y se rectifican en una rectificadora plana estableciendo un nuevo corte. Una matriz y un troquel permiten muchos reafilados hasta que se desgastan totalmente.
Elementos de un troquel
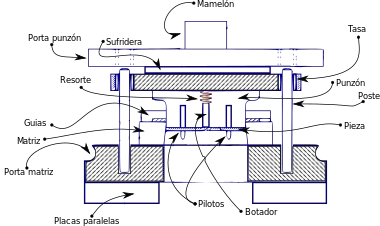
El troquel consta de varias partes o elementos entre ellos podemos listar:
- Porta troquel
- Punzón
- Piloto
- Porta punzones
- Sufridera
- Planchador, expulsor y puente (mascarilla)
- Botadores
- Guías
- Matriz
- Postes
- Elevadores
- Barras limitadoras o de ajuste
- Placas paralelas
- Bujes embalados, etc.
El troquelado (corte)
En algunos medios denominado troquelación, es la operación mecánica que se utiliza para realizar agujeros en chapas de metal, láminas de plástico, papel o cartón. Para realizar esta tarea, se utilizan desde simples mecanismos de accionamiento manual hasta sofisticadas prensas mecánicas de gran potencia. Uno de los mecanismos de troquelado más simples y sencillos que existen puede ser el que utilizan los niños escolares para hacer agujeros en las hojas de papel para insertarlas en las carpetas de anillos.
Los elementos de transformación básicos de una troqueladora lo constituyen el punzón (macho) que tiene la forma y dimensiones del agujero que se quiera realizar, y la matriz (hembra) de corte por donde se inserta el troquel cuando es impulsado de forma enérgica por la potencia que le proporciona la prensa mediante un accionamiento de una fuerza excéntrica propia de la máquina troqueladora, proporcionando un golpe seco y contundente sobre la chapa, produciendo así un corte limpio de la pieza. Ambos deben tener un tratamiento previo de endurecimiento (llamado «templado») que debe superar la dureza de los materiales a procesar.
La parte superior de la herramienta (parte superior del porta troquel) se sujeta firmemente al ariete o carnero de la prensa mientras que la parte inferior (porta matrices) se fija a la mesa de la máquina, el centramiento entre ambos (incluida la holgura) se mantiene gracias a los postes fijos en el porta troquel y los bujes embalados que se deslizan en las tazas, aunque hay troqueles que solamente tienen postes y tazas con ajuste deslizante entre ellos y algunos otros (esto ya es poco común) que no cuentan con postes y para centrar se emplea un método un poco rudimentario que se describe en “procedimiento de montaje de troqueles”.
Entendiendo que la operación de troquelado se realiza a los 180° del viaje (carrera) del ariete, una vez realizada está, el punzón comienza a subir pero existe un problema: la elasticidad del material (véase Resistencia de materiales), que al contraerse “abraza” al punzón y, por lo tanto, tiende a subir junto con él; esto lógicamente debe evitarse, para ello entran en juego los extractores de la cinta metálica (planchador o expulsores o puentes) que separan el material del punzón al mismo tiempo que lo sujetan contra la matriz en el momento en que se realiza la operación de troquelado.
Por otro lado, el material cortado tiene cierta tendencia a adherirse a la matriz, ya que este se expande. En algunos casos esta expansión no es suficiente y entonces también trata de subir pegada al punzón; para evitarlo, se utilizan los botadores que son simplemente pernos, que mediante la acción de un resorte, impiden que la pieza sea extraída de la matriz “empujando” literalmente hacia abajo el material cortado.
Teoría del troquelado
La acción ejercida entre un punzón y una matriz actúa como una fuerza de cizallamiento en el material a procesar una vez que el punzón ha penetrado este, sufriendo esfuerzos que rápidamente rebasan su límite elástico produciendo la ruptura o desgarramiento en ambas caras en el mismo lapso de tiempo, al penetrar más y más el punzón se produce la separación del material completando el proceso.
Se le llama claro de corte a la diferencia dimensional entre punzón y matriz, en donde el punzón es ligeramente más pequeño que la matriz. El correcto cálculo del claro de corte en el diseño permite obtener un corte limpio, libre de rebabas y filos cortantes. Este claro de corte depende del tipo de material y el espesor del mismo; cuando el claro de corte es adecuado se puede observar que el desgarramiento ocurre en el último tercio del espesor del material mientras que el resto se mantiene relativamente brillante.
Troqueles
En general a una operación realizada en un dado se le llama troquelado. Los troqueles puede ser de tres tipos: simples, compuestos y progresivos.
- Simples.- Estos troqueles permiten realizar solamente una operación en cada golpe del ariete o carnero, son de baja productividad y normalmente es necesario el uso de otros troqueles para poder concluir una pieza y considerarla terminada.
- Compuestos.- Estas herramientas permiten aprovechar la fuerza ejercida por el ariete realizando dos o más operaciones en cada golpe y agilizando así el proceso.
- Progresivos.-: Estos troqueles constan de diferentes etapas o pasos, cada uno de ellos modifica el material en una determinada secuencia establecida por el diseñador (secuencia de corte), de tal manera que al final se obtiene una pieza o piezas terminadas.
Por su sistema de transmisión, pueden clasificarse en «prensas a volante directo», «prensas de reducción», «prensas de doble reducción», «prensas de reducción paralela» y «prensas de cinemática especial». Por su estructura se pueden clasificar en «prensas de cuello de cisne y «prensas de doble montante» (dentro de estas existen las monobloc y las de piezas armadas por tirantes). Por su velocidad se clasifican en «prensas convencionales» (de 12 a 200 golpes minuto en función de su tamaño), «prensas rápidas» (de 300 a 700 golpes por minuto) y «prensas de alta velocidad» (de 800 hasta 1600 golpes por minuto); las más rápidas son de fabricación japonesa y suiza. Otro tipo de prensas aparecidas recientemente son las "servoprensas", en estas prensas se elimina el embrague y el volante de inercia obteniendo toda su energía de uno o varios servomotores conectados al eje principal mediante reductoras planetarias o epicloidales, o mediante palancas articulas. La aparición de estas máquinas ha impulsado también el desarrollo de prensas híbridas de distintos tipos (con servo y volante y embrague).
Alimentadores
La pérdida de paso es uno de los problemas a evitar durante la operación de un troquel progresivo, otro suceso a evitar y que también genera graves daños a los troqueles y puede ocasionar pérdidas de paso son: 5
- paso de avance
- paso de bucle
- paso de troquelado en fallo
- paso variable
- paso intermitente.
Otras troqueladoras
Existen otro tipo de troqueladoras, también conocidas como punzonadoras, funcionan con un cabezal de activación mecánica o hidráulica según el caso, que lleva insertado varios troqueles de diferentes medidas, y una mesa amplia donde se coloca la chapa que se quiere mecanizar. Esta mesa es activada mediante CNC y se desplaza a lo largo y ancho de la misma a gran velocidad, produciendo las piezas con rapidez y exactitud.
Máquina troqueladora manual
De gran versatilidad y fácil manejo, se maneja individualmente, en ella puede colocar cualquier tipo de troquel especialmente los troqueles para perfiles de aluminio, comúnmente tiene un recorrido de 0 a 130 mm, con esto se puede colocar troqueles de diferentes alturas.
Troqueladora neumática
De gran versatilidad, facilidad manejo, rapidez de respuesta y mayor fuerza; ideada especialmente para el accionamiento de las matrices de carpintería, de aluminio, y para lo cual es ideal para los productos de arquitectura. Permite la libre introducción de los perfiles en las matrices, tanto frontal como lateralmente. Accionamiento mediante pedal neumático posicionable regulación de la altura para las matrices mediante husillo y contratuerca, en ella se producen piezas con gran calidad de acabado.
Troquel-neumático
Este troquel está diseñado para las referencias 744, 8025, 5020, y 3825 pues en la parte superior posee un neumático adherido al troquel que lo hace más versátil, de fácil manejo, se acciona mediante pedal de pie, y se puede desplazar fácilmente por su tamaño y peso.
Centro de troquelado hidráulico
Tiene una capacidad varias toneladas de fuerza (por lo general, alrededor de 10 ton.) en la que se puede colocar cualquier clase de troqueles ya sea para perfiles de aluminio o cualquier otra gama de troqueles, y estos a su vez van trabajando simultáneamente. Su recorrido es variable de acuerdo a la altura el troquel el cual se gradúa con un micrómetro.
Procedimiento de montaje de troqueles
Para comenzar el troquel consta de dos piezas básicas llamadas "Placa porta troquel superior e Inferior" de la cual en la placa porta troquel superior debe de ir un "mamelon" que básicamente es un redondo adherido al troquel para su fácil sujeción a alguna prensa, lo más común y lo más básico sobre el troquel en la placa porta troquel inferior se sostiene con la ranuras que son para sujetarlo con lo que se le llama tuercas "T" de esta forma y bien alineadas las dos partes debe de ser posible su montaje.
Véase también
Enlaces externos
- La larga historia del prensado de metales.
- Troqueles domésticos para manualidades.
- Portatroquel de forma
- Portatroquel de 2 Columnas (Die Set)
- Portatroquel Rectangular 4 Postes (Die Set)
 Datos: Q11750728
Datos: Q11750728