Metal de órgano
El término metal de órgano denomina una aleación de estaño y plomo utilizada para la producción de tubos de órgano.
Clasificación
La relación de masas de cada metal en la aleación se especifica como "soldabilidad", pero los nombres de las aleaciones enumeradas aquí no se utilizan de manera uniforme.[1]
| Soldabilidad | Estaño | Plomo | Denominación |
|---|---|---|---|
| 16soldable | 100 % (puro) | 0 % | Estaño |
| 14soldable | 87,5 % | 12,5 % | |
| 12soldable | 75 % | 25 % | Prueba de estaño |
| 10soldable | 62,5 % | 37,5 % | |
| 8soldable | 50 % | 50 % | Aleación natural |
| 6soldable | 37,5 % | 62,5 % | |
| 4soldable | 25 % | 75 % | Plomo |
Cuando el contenido de plomo es muy alto o si se deben fabricar tubos muy grandes, también se agrega una pequeña cantidad de antimonio para aumentar la resistencia de la aleación.[2] El metal de órgano es sencillo de fabricar, y gracias a sus propiedades mecánicas, es muy fácil de trabajar con herramientas manuales.
El sonido de un tubo de órgano está influido por la composición de la aleación. Cuanto más estaño contiene, más brillante y afilado; y cuanto más plomo, más suave suena. El estaño puro solo se utiliza en casos excepcionales. Los tubos exteriores que también desempeñan un papel decorativo, por lo general están fabricados de aleaciones con el 75% o más de estaño, con el propósito de que puedan pulirse más fácilmente.[3]
Fabricación
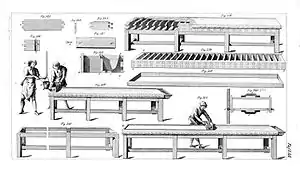
El metal de órgano todavía se fabrica en la actualidad mediante el proceso de fundición tradicional.[4] En este proceso se utiliza un banco de fundición, una mesa de gran solidez que no debe deformarse por el calor, recubierta con una tela de lino firmemente tensada que deja escapar los gases de fundición, con el fin de obtener una mezcla sin burbujas. La caja de colada es un marco rectangular móvil que se puede desplazar longitudinalmente sobre el banco de colada deslizando rápidamente a largo de unas guías. Una tabla regulable situada en la parte posterior de la caja de fundición permite ajustar el grosor de la lámina que se va a moldear. Durante el proceso de fundición, se coloca en la caja una determinada cantidad de metal de órgano fundido (cuya temperatura está comprendida entre 200 y 300 °C, según la aleación empleada), y luego se vierte rápidamente sobre el banco de fundición mientras se desliza la caja. La cantidad de metal de órgano sobrante se recoge en un recipiente situado al final del banco de fundición y se devuelve rápidamente al horno.
Alternativamente, el metal de órgano también se puede verter sobre un lecho de arena alisado con precisión (en lugar de utilizarse la citada cubierta de lino), pero la arena debe volver a alisarse antes de cada proceso de fundición, lo que requiere un poco más de tiempo.
Después de enfriarla, la placa se corta limpiamente y luego se cepilla. En el pasado, se ajustaba al espesor deseado utilizando cepillos manuales, aunque actualmente este proceso se realiza con una cepilladora mecánica especial.[5] Para ello, la placa metálica se sujeta al tambor de la máquina, imprimiéndole un movimiento de rotación para que una pieza de acero, que se fija transversalmente al tambor, corte gradualmente el material sobrante, de forma similar a como funciona un torno de mecanizado. Este método permite darle a la plancha un espesor muy preciso.
A continuación, una vez pulida, ya está lista para su posterior procesamiento.
Problemas de conservación
El β-estaño (denominado así de acuerdo con su estructura atómica), es de color blanco plateado y muestra una resistencia aceptable a temperaturas comprendidas entre 16 °C y 181 °C. Sin embargo, por debajo de los 13,2 °C se transforma en el α-estaño y adquiere un color gris-negruzco al experimentar un fenómeno denominado peste del estaño. La tendencia del metal a alterarse aumenta con la disminución de la temperatura, y puede acelerarse si el metal presenta restos de zinc o de aluminio, o bien prevenirse mediante la adición de antimonio o de bismuto.[6] Hasta el siglo XIX, las aleaciones estaban mayoritariamente contaminadas,[7] por lo que siempre debe estudiarse la composición exacta del metal en cada caso particular. La corrosión del plomo también es un problema bastante común en órganos antiguos.[8]
Referencias
- Fuente de la tabla: Wolfgang Adelung (2003). Einführung in den Orgelbau (2 edición). Wiesbaden: Breitkopf & Härtel. p. 68. ISBN 3-7651-0279-2.
- Vereinigung der Orgelsachverständigen Deutschlands: Pfeifenwerk, abgerufen am 9. Dezember 2019.
- die-orgelseite.de: Orgelbau – wie eine Orgel entsteht, abgerufen am 9. Dezember 2019.
- Johann Gottlob Töpfer, Paul Smeets: Lehrbuch der Orgelbaukunst, Rheingoldverlag, Mainz, Bd. 2, 1957. S. 273 ff.
- Johann Gottlob Töpfer, Paul Smeets: Lehrbuch der Orgelbaukunst, Rheingoldverlag, Mainz, Bd. 2, 1957. S. 276–277 ff.
- Andrea Hartwig: Zinn. In: Römpp Chemie-Lexikon. Thieme Verlag, Stand Februar 2004.
- Das Pfeifenwerk (Orgelauskunft), private Website, abgerufen am 9. Dezember 2019.
- «Abschlussbericht DBU-Orgelprojekt». MPA Bremen. 9 de diciembre de 2019.
Bibliografía
- Johann Gottlob Töpfer, Paul Smeets: "Textbook of Orgelbaukunst", Rheingoldverlag, Mainz, Vol. 2, 1957. P. 265 y siguientes.
Enlaces externos
- Fundición de una placa de metal de órgano en YouTube
- Fabricación de tubos de órgano (enlace roto disponible en Internet Archive; véase el historial, la primera versión y la última). (PDF)
| Control de autoridades |
|
|---|
 Datos: Q100207158
Datos: Q100207158