Fonte (métallurgie)
La fonte, en métallurgie, est un alliage de fer et de carbone dont la teneur en carbone est supérieure à 2 %[1]. Le carbone, qui est en sursaturation dans les fontes, peut précipiter sous forme de graphite ou de cémentite Fe3C. Elles se distinguent des autres alliages de fer par leur excellente coulabilité[1].
Pour les articles homonymes, voir Fonte.


Plusieurs classifications des fontes existent, mais la plus utilisée, basée sur le faciès de rupture d'un témoin, définit deux catégories[1] : les fontes blanches, à cassure blanche, constituées de fer et de cémentite et les fontes grises, à cassure grise, constituées de fer et de graphite.
Caractéristiques
Les fontes sont toutes des alliages. Elles se distinguent des autres alliages par leur excellente coulabilité (ce terme regroupe l'inertie thermique et la fluidité de l'alliage en fusion, elle est mesurée de façon normalisée par une éprouvette en colimaçon de section triangulaire).
La fonte a une température de fusion allant de 1 135 à 1 350 °C, essentiellement en fonction du pourcentage de carbone et de silicium qu'elle contient. Lorsqu'elle est en fusion, sa teneur maximale en carbone dépend de sa température. Au moment de la solidification, la quantité de carbone précipitant sous la forme de graphite dans la matrice métallique dépend des autres éléments présents (essentiellement le silicium) et des vitesses de refroidissement.
Elle peut être un précurseur dans la fabrication de l'acier à partir de minerai de fer. C'est l'alliage qui sort du haut fourneau et qui sera affiné en acier (par décarburation). On l'appelle alors fonte brute, pour la distinguer de la fonte de fonderie, généralement issue d'une fusion au cubilot, de composition déterminée, et destinée à la production de pièces moulées.
Histoire
La fonte a été découverte en Chine durant la période des Royaumes combattants (IVe siècle av. J.-C.). En Europe, c'est durant le XIXe siècle que la fonte prit une place essentielle dans l'économie, par la généralisation du « procédé indirect » (production de fer au haut fourneau avec obtention de la fonte en produit intermédiaire).
La fonte était produite dans des hauts fourneaux à charbon de bois. Abraham Darby, qui, à l'origine, était torréfacteur de malt (pour la fabrication de la bière), réussit à produire de la fonte à l'aide de coke (le « coak » que l'on écrivit plus tardivement « coke », de l'anglais to cook, cuire). En 1709, en utilisant du charbon peu soufré, il réalisa la première coulée de fonte au coke, dans son usine de Coalbrookdale. Mais le produit, réputé de moins bonne qualité que la fonte au bois, mit cinquante ans avant de s'imposer et de devenir l'un des produits majeurs de l'industrialisation. Entre 1777 et 1779, Abraham Darby III édifia à Coalbrookdale le pont d'Iron Bridge, le premier grand pont métallique de l'histoire, entièrement réalisé en fonte. La production de fonte au bois persista néanmoins, pour partie en raison du protectionnisme pratiqué par les pays producteurs (France, Allemagne), en partie en raison de la qualité attribuée à ce type de fonte et des réticences de certains maîtres de forge.
Compositions des fontes
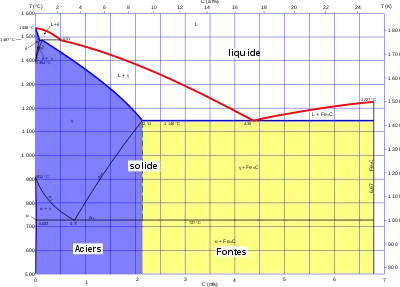
D'un point de vue chimique, les fontes sont des alliages fer-carbone contenant une phase eutectique, appelée lédéburite. Sur le diagramme de phase fer-carbone métastable, il s'agit donc des alliages fer-carbone ayant plus de 2,11 % de carbone (mais ce diagramme n'est plus valable en présence d'éléments d'alliage).
On distingue les différentes fontes par leur pourcentage de carbone. Dans le cas d'un alliage pur de fer et de carbone (cas théorique car la fonte contient toujours du silicium et du manganèse en quantités non négligeables), on relève les seuils suivants :
- fonte hypoeutectique : de 2,11 à 4,3 % de carbone ;
- fonte eutectique : 4,3 % de carbone ;
cette fonte a la température de fusion la plus basse à 1 148 °C ; - fonte hypereutectique : de 4,3 à 6,67 % de carbone.
Les aciers cristallisent dans le diagramme fer-carbone métastable fer-cémentite (représenté ci-contre), bien que ce soit le graphite qui soit thermodynamiquement stable : la cémentite devrait se décomposer en
- Fe3C → 3Feα + C(graphite)
mais la mobilité des atomes de carbone n'est pas suffisante pour que cela ait lieu.

Le cas est différent pour les fontes qui ont une teneur plus importante en carbone, et peuvent ainsi cristalliser dans le diagramme fer-carbone stable : fer-graphite. La différence entre ces 2 diagrammes réside en premier lieu dans la vitesse de refroidissement : quand la vitesse de refroidissement est rapide, le carbone dissous dans le fer γ n'a pas le temps de migrer sur de grandes distances et forme des carbures Fe3C, la cémentite, sur place ; alors que si la vitesse de refroidissement est assez lente, le carbone peut se « rassembler » et former du graphite.
Sur le diagramme fer-carbone stable, l'eutectique est à une teneur de 4,25 % de carbone, et fond à une température de 1 153 °C.
On a donc deux types de fontes :
- les fontes blanches, à cémentite ;
- les fontes grises, à graphite.
La distinction entre fonte blanche et grise (ou noire) date du XVIIIe siècle. L'obtention d'une fonte grise ou blanche dépend à la fois de leur composition et de la vitesse de refroidissement[2]
L'ajout d'éléments d'alliage peut favoriser la solidification de la fonte soit selon le diagramme stable (graphite), soit selon le diagramme métastable (cémentite). On retrouve notamment comme éléments d'alliage le silicium qui va favoriser la solidification de la fonte selon le diagramme stable ou encore le manganèse qui va favoriser la formation de perlite (lamelles de ferrite et de cémentite). Une fonte n'est cependant pas considérée comme alliée si le manganèse est compris entre 0,5 et 1,5 %, le silicium est compris en 0,5 et 3 %, le phosphore entre 0,05 et 2,5 %[1]
Une fonte est dite alliée si, en plus des éléments ci-dessus, elle contient, en quantité suffisante, au moins un élément d’addition tel que : nickel, cuivre (plus de 0,30 %) ; chrome (plus de 0,20 %) ; titane, molybdène, vanadium, aluminium (plus de 0,10 %). De même, une fonte renfermant plus de 3 % de silicium ou plus de 1,5 % de manganèse est considérée comme spéciale (c'est notamment le cas des fontes GS à matrice ferritique renforcée)[1].
Fonte blanche

La fonte blanche est une solution de perlite et de cémentite (Fe3C)[2]. La présence de cette cémentite fait des fontes blanches des alliages durs et fragiles[1]. On obtient ce type de fonte par une température de coulée basse, un refroidissement rapide, une haute teneur en éléments perlitisants (ex: manganèse, cuivre, etc.) ou une faible teneur en éléments graphitisants (ex: silicium)[1]. Les fontes blanches sont constituées de perlite et de lédéburite[1].
Possédant une bonne coulabilité, et un aspect blanc brillant, la fonte blanche est principalement utilisée pour les pièces d'aspect, les pièces d'usure (telles que les pointes de socs) et la fonderie d'art. La présence de carbure la rend très résistante à l'usure et à l'abrasion, mais la rend aussi très difficilement usinable. La fonte de haut fourneau destinée à l'affinage au convertisseur (qui, à la fin du XXe siècle, représente la quasi-totalité de la fonte produite), bien qu'elle soit techniquement une « fonte blanche », n'est jamais appelée ainsi. Cette « fonte brute » en fusion n'a en effet de valeur que par sa composition chimique et sa température[3]. La classification des fontes de moulages, qui fait intervenir leur refroidissement et d'éventuels traitements, n'est donc généralement pas pertinente dans la fabrication de l'acier
En fonction de la teneur des éléments d'alliages, il est possible d'obtenir des fontes blanches perlitiques ou martensitiques.
Les principales qualités des fontes blanches sont :
- une excellente résistance à l'usure et à l'abrasion à froid et à chaud[1]
- un bel aspect
- une excellente coulabilité
Leurs principaux défauts sont :
- difficilement usinables (dureté brinell: 350 à 500HB)[1]
- pièces fragiles
Fonte grise
Famille des fontes où le carbone se trouve sous forme de graphite. La structure graphitique du carbone est obtenue par un refroidissement très lent de la fonte, ou l'ajout de composants graphitisants comme le silicium[2]. L'appellation de fonte grise est due à l'aspect de la cassure qui est grise contrairement à la fonte blanche dont la couleur de la cassure est blanche[note 1]. Il existe également des fontes dont l'aspect est gris et blanc, ce sont les fontes truitées (ressemblance à la peau).
Bien que le début du refroidissement se fasse selon le diagramme stable (fer-graphite), lorsque la température s'abaisse les facteurs de graphitisation n'ayant plus d'effet, le refroidissement se fait selon le diagramme métastable[1]. In fine, la microstructure peut contenir de la ferrite, de la perlite, de la cémentite et du graphite sous forme lamellaire ou sphéroïdal. La proportion de chacune de ces phases dépend de la composition de l'alliage et de la vitesse de refroidissement[1].
Fonte GL (graphite lamellaire)
C'est la plus courante des fontes grises. Le graphite s'y trouve sous forme de lamelles. C'est cette forme lamellaire du graphite (effet d'entaille) qui rend les fontes GL fragiles[1]. Par contre, le graphite améliore les caractéristiques de frottement de la fonte et donc favorise l'usinage.
Les principales qualités des fontes GL sont :
- facilité d'usinage ;
- très bonne résistance à la corrosion et à la déformation à chaud ;
- très bonne absorption des vibrations ;
- stabilité dimensionnelle (réalisation de machine-outil silencieuse et stable géométriquement) ;
- excellente coulabilité ;
- prix du métal peu élevé ;
Les principaux défauts :
- relativement fragile comparé aux aciers et aux fontes GS
Les principales utilisations :
- toutes pièces mécaniques (différentes grades de résistance) ;
- bâtis de machines-outils, bonne résistance aux vibrations ;
- tuyaux et canalisation (il est possible de couler des tubes de grande taille via le coulage par centrifugation).
Fonte GS (graphite sphéroïdal, aussi appelée fonte ductile)

Les fontes GS ont été développées depuis 1948[1],[4]. Fonte dans laquelle le graphite se trouve sous forme de nodules (sphéroïdes). Cette microstructure particulière est obtenue par l'ajout de magnésium dans la fonte peu de temps avant le moulage (si la fonte est maintenue en fusion, elle perd les spécificités des fontes GS au bout d'une dizaine de minutes): c'est le traitement de sphéroïdisation. Le magnésium s'évapore mais provoque une cristallisation rapide du graphite sous forme de nodules. Cette micro-structure lui donne des caractéristiques mécaniques proches de l'acier. En effet la forme sphéroïdale du graphite confère à la fonte une bonne ductilité [1].
Obtention d'une fonte GS
.png.webp)
Lors de la solidification d'une fonte à graphite sphéroïdal, les sphéroïdes apparaissent au sein du liquide. Les nodules de carbone vont croître en appauvrissant en carbone le liquide les entourant[4]. À mesure que la solidification progresse, ces sphéroïdes s'entourent d'une gaine d'austénite. Le carbone doit alors diffuser au sein de cette gaine d'austénite pour ensuite cristalliser sur les sphéroïdes de carbone, c'est donc la diffusion du carbone au sein de l'austénite qui devient le mécanisme principal contrôlant la croissance des nodules. En procédant à une analyse thermique (température en fonction du temps), on peut d'ailleurs observer ce phénomène. En effet, lors du refroidissement, on n'observe pas de palier eutectique dû à un manque d'équilibre entre la phase liquide et solide (traduit par la perte de contact entre le graphite et le liquide)[5],[4]. Une fois la solidification terminée, le carbone continue à diffuser au sein de l'austénite. En effet, la solubilité du carbone au sein de l'austénite diminue avec la température. La transformation eutectoïde se déroule sur une plage de température. À cet instant, l'austénite se transformant en ferrite, on observe d'autant plus d'atomes de carbone diffusant vers les nodules. Cela s'explique par le fait que la solubilité du carbone est plus faible au sein de la ferrite (structure cristallographique: cubique centrée) qu'au sein de l'austénite (structure cubique face centrée). Ce processus de solidification puis de refroidissement résulte sur une microstructure à l'équilibre constituée de nodules de carbone baignant dans une matrice ferritique. Bien entendu, cela se déroule ainsi uniquement si le carbone a le temps de diffuser au sein de l'austénite/ferrite. Si la solidification et le refroidissement est plus rapide que la vitesse de diffusion du carbone, on obtient du carbone sous forme de cémentite (diagramme métastable) plutôt que sous forme de graphite (diagramme stable) et on observe de plus la transformation de l'austénite en perlite plutôt qu'en ferrite.
Les sphéroïdes se forment à partir de germes hétérogènes, des particules étrangères permettant la cristallisation du graphite. Il existe différents éléments qui favorisent la formation du graphite sous forme sphéroïdale: le cérium, le lithium, le baryum, le strontium, et encore bien d'autres éléments. Industriellement cependant, c'est le magnésium qu'on utilise en l'insérant sous forme de ferro-alliage (FeSiMg). Les agents sphéroïdisants sont tous avide de soufre et d'oxygène, leurs actions n'est possible que par la quantité résiduelle en excès après réaction avec l'oxygène et le soufre. De plus, ces éléments sont fugaces et volatiles à la température du bain liquide, leur action ne peut donc que se ressentir durant un court laps de temps (quelques minutes). Il convient tout de même de ne pas mettre dans le bain de fusion ces éléments trop en excés car certains de ceux-ci (notamment le magnésium) favorisent la solidification de la fonte selon le diagramme métastable et peuvent donc mener à la formation de carbures et le risque d'une teneur résiduelle trop élevée est également le fait d'obtenir du graphite dégénéré[5].
Il existe également des éléments qui empêchent la formation du graphite sous forme de sphéroïdes: le bismuth (pour des quantités supérieures à 20 ppm), le titane (pour des quantités supérieures à 400 ppm), le plomb (pour des quantités supérieures à 20 ppm).
Pour le traitement de sphéroïdisation[6], il existe plusieurs méthodes industrielles possibles pour insérer le ferro-alliage de magnésium:
- la méthode du plongeur: une cloche réfractaire avec une ouverture est placée au bout d'un tige, on y insère le ferro-alliage enfermé dans une boite métallique non recouvert puis on plonge cette cloche dans la poche réfractaire contenant le métal liquide.
- la méthode sandwich: l'alliage au magnésium est placé dans une cavité située au fond de la poche de traitement. On recouvre alors le ferro-alliage de ferrailles ou même de ferro-silicium en grains permettant ainsi d'isoler l'alliage de magnésium à un contact direct avec le métal liquide.
- le procédé In-Mold: le traitement de sphéroïdisation est effectué dans le moule. Cette méthode convient plus pour des fabrications en série où tous les paramètres sont fixés.
Structures des fontes à graphite sphéroïdal
La structure des fontes dépend des éléments d'addition et de la vitesse de refroidissement, ces paramètres dépendent fortement de l'épaisseur des pièces. Cette structure influence fortement les caractéristiques mécaniques.
On distingue :
- les fontes à matrice ferritique : elle s'obtiennent par un refroidissement long ou par l'ajout d'éléments ferritisants tels que le silicium.
- les fontes à matrice perlitique : plus fréquentes, elles sont souvent incomplètes avec la formation d'une auréole de ferrite autour du graphite (ce qu'on appelle une structure "œil de bœuf")[1].
- les fontes à matrice austénitique : obtenues à l'aide d'éléments qui vont abaisser le point de transformation austénite → ferrite, ce qui rend l'austénite stable à température ambiante. Ce type de fonte est obtenu avec l'addition d'éléments tels que le manganèse ou le nickel (ex: Fontes GS Ni-Resist).
- les fontes à matrice martensitique: obtenues par un traitement thermique de trempe suivi d'un revenu.
- les fontes à matrice bainitique ou ADI.
- les fontes à matrice ferritique renforcée[5]: ce sont des fontes à haute teneur en silicium (>3 %) à matrice entièrement ferritique. Le silicium augmente la résistance mécanique de la ferrite en s'insérant en solution solide. La particularité de ces fontes est que pour une résistance mécanique égale à des fontes habituelles, l'allongement à la rupture et la limite d'élasticité sont plus élevés.
Ces différentes microstructures peuvent être obtenues en jouant sur la composition des fontes à graphite sphéroïdal (mais aussi en jouant sur le refroidissement). On trouve notamment comme éléments d'alliage:
- le cuivre: il favorise la perlite en retardant la diffusion du carbone au sein de l'austénite [4]
- le nickel: il stabilise l'austénite en réduisant la température eutectoïde. Il favorise également très légèrement la perlite [4].
- le molybdène: il stabilise la ferrite en augmentant la température eutectoïde et forme des carbures au sein de la matrice métallique [4].
- le manganèse: il favorise la perlite et stabilise l'austénite en réduisant la température eutectoïde [4].
Classification du graphite pour les fontes à graphite sphéroïdal
Afin de caractériser la microstructure d'une fonte, il existe différentes propriétés que l'on peut mesurer, notamment les caractéristiques morphologiques du graphite. En effet, pour pouvoir classifier les particules de graphites et statuer si un particule de graphite est nodulaire ou non, on s'appuie sur la norme NF-EN-945[7] (permet de classer le graphite visuellement) ou la norme NF A04-197[8] qui permet de classer chacune des particules, à l'aide d'un logiciel d'analyse d'image, en calculant des caractéristiques morphologiques de celles-ci. Selon ces deux normes, on peut classer les particules de graphite en 6 classes: Forme I, Forme II, Forme III, Forme IV, Forme V, Forme VI. On appelle nodules les particules de graphite si elles sont de formes V ou VI.
Une fois les particules classées, on peut alors calculer la nodularité de notre fonte. Selon la norme EN-1563[9], pour les propriétés mécaniques d'une fonte GS soit conforme à ce qui est indiqué dans la norme, il faut qu'on ait une nodularité supérieure à 80 %. La nodularité est égale au pourcentage surfacique de particules de graphite de forme V et VI.:
| Désignation | Rm (MPa) | Rp0,2 (MPa) | A % | Structure de la matrice | Dureté (HB) |
|---|---|---|---|---|---|
| EN-GJS-700-2 (FGS 700-2) | 700 | 470 | 2 | Perlite | 240-300 |
| EN-GJS-600-2 (FGS 600-2) | 600 | 400 | 2 | Perlite | 230-280 |
| EN-GJS-500-7 (FGS 500-7) | 500 | 350 | 7 | Perlite-ferritique | 210-260 |
| EN-GJS-400-15 (FGS 400-15) | 400 | 250 | 15 | Ferrite | < 220 |
| EN-GJS-350-22 (FGS 350-22) | 350 | 220 | 22 | Ferrite | < 200 |
| EN-GJS-450-18 (FGS 450-18) | 450 | 350 | 18 | Ferrite renforcée | 170-200 |
| EN-GJS-500-14 (FGS 500-14) | 500 | 400 | 14 | Ferrite renforcée | 185-215 |
| EN-GJS-600-10 (FGS 600-10) | 600 | 470 | 10 | Ferrite renforcée | 200-230 |
- Principales qualités des fontes GS
- résistante
- ductile
- bonne coulabilité
- soudabilité
Les atouts de la fonte à graphite sphéroïdal par rapport à l’acier sont notamment un rapport résistance mécanique / poids plus élevé qui permet de produire des pièces plus légères, une meilleure usinabilité, la possibilité d'un recyclage presque total (les pièces moulées en fonte sont des produits recyclables), le moindre coût énergétique de la fusion et le fait que la fonte n'est pas toxique[10].
- Principales utilisations
- Pièces mécaniques : carter, chape de liaison, bras de suspension...
- Industrie automobile : pièce de liaison au sol (ex : bras de suspension)
- Canalisations, adduction d'eau
Fonte GV (graphite vermiculaire)
Fonte dans laquelle le graphite se trouve sous forme comprise entre les lamelles et les sphères (pas d'effet d'entaille du graphite). Cette microstructure particulière est obtenue par l'ajout de magnésium à teneur plus faible que pour les fontes à graphite sphéroïdal (généralement aux environs de 0,020 % contre 0,035 % mini pour les FGS) dans une fonte à très faible teneur en soufre. Il est également possible d'obtenir ce type de fonte en partant d'une fonte à graphite sphéroïdal et en bloquant la transformation des germes de graphite par apport de très faibles doses de titane, ce qui permet d'autoriser une fourchette plus grande pour la teneur en magnésium cependant cette méthode n'est presque plus utilisée aujourd'hui car l'ajout de titane menait à la formation de carbonitrures de titanes de très haute dureté, ce qui pénalisait fortement l'usinage. La microstructure des fontes vermiculaires allie les avantages de la fonte lamellaire (coulabilité, absorption des vibrations) sans les inconvénients (fragilité) et les avantages de la fonte GS (résistance mécanique). Le principal désavantage est la difficulté d'obtenir la structure souhaitée et de contrôler que l'on a bien obtenu cette structure[11].
Les propriétés mécaniques sont[11] :
| Désignation | Rm (MPa) | Rp0,2 (MPa) | A% | Structure de la matrice | Dureté (HB) |
|---|---|---|---|---|---|
| EN-GJV-350-7 (FGV 350-7) | 350 | 220 | 7 | Ferrite-perlite | < 200 |
- Principales utilisations
- bloc moteur véhicule industriel : camion, automobile[11]
Désignation normalisée
La norme européenne EN 1560[12] indique :
- le préfixe EN-GJ, indiquant qu'il s'agit de fonte ;
- la famille de fonte :
- L : fonte à graphite lamellaire (fonte grise),
- S : fonte à graphite sphéroïdal (fonte grise),
- MB : fonte à cœur noir, fonte noire malléable,
- MW : fonte à cœur blanc, fonte blanche malléable,
- N : fonte sans graphite,
- V : fonte vermiculaire,
- Y : fonte de structure spéciale ;
- la résistance à la rupture Rm, en MPa ;
- éventuellement l'allongement à la rupture A %.
L'ancienne norme française NF A 02-001 indiquait :
- la nature de la fonte :
- FB : fonte blanche, ou fonte à cémentite, de matrice martensitique,
- FGL : fonte à graphite lamellaire, ou fonte grise à graphite lamellaire,
- FGS : fonte à graphite sphéroïdal, ou fonte grise à graphite sphéroïdal,
- MB : fonte malléable à cœur blanc,
- MN : fonte malléable à cœur noir (structure ferritique) ;
- résistance à la rupture Rm en MPa ;
- éventuellement l’allongement à la rupture A en %.
Exemples :
- EN-GJL-150 (anciennement FGL 150) : fonte à graphite lamellaire de résistance à la rupture Rm = 150 MPa
- EN-GJS-700-2 (anciennement FGS 700-2) : fonte à graphite sphéroïdale de résistance à la rupture Rm = 700 MPa et d'un allongement de 2 %
Utilisations
La fonte est utilisée pour tout type de pièce mécanique. Pour leur majorité les pièces sont obtenues par coulée du métal liquide dans des moules en sable siliceux (voir moulage).
- La fonte, et particulièrement la fonte FGS, est très utilisée par l'industrie automobile pour la fabrication, par moulage puis usinage partiel, des blocs moteur, des étriers et chapes de frein à disque, des tambours de freins ou encore des volants moteurs, organes de suspension, arbre à cames, vilebrequin, etc.
- La fonte FGL est utilisée pour la fabrication de disques de freins, contrepoids (chariot élévateur), pour la réalisation d'éléments de chauffage, particulièrement ceux de haut de gamme.
- La fonte FGL est incontournable pour la réalisation des plaques de cheminée et d'inserts de cheminée.
- La fonte FGS est particulièrement utilisée en éléments de voirie comme les grilles et regards d'assainissement (grilles d'égout).
- Les fontes FGS et FGL sont utilisées pour la réalisation de mobiliers urbains comme les bancs et les rambardes ouvragées (bouches de métro Guimard), et en ornementation de bâtiments comme les appuis de fenêtre, les rosaces de portail, les pics de grille. Là, la FGS est appréciée pour sa soudabilité.
- La fonte FGL est utilisée pour la fabrication de conduites et de tuyaux. À l’exclusion, depuis quelques années, des conduites de gaz de ville car elle est trop cassante vis-à-vis des sollicitations du trafic des véhicules lourds et particulièrement lors de l’utilisation de rouleaux compresseurs à vibration par les travaux de voirie.
- La fonte FGL est préférée pour la réalisation des bâtis de machines-outils car elle a une très bonne capacité d'absorption des vibrations.
Mise en œuvre
Les fontes peuvent être mises en œuvre par :
- moulage : l'empreinte de la forme est obtenue par un moulage sable, coquille métallique…
- centrifugation : fabrication des tuyaux,
- coulée continue : fabrication d'un profil en continu au travers d'une filière (dans le cas des fontes la coulée continue est horizontale).
La coulée continue permet d'obtenir une fonte avec une structure fine[10], les applications sont l'industrie hydraulique (distributeur hydraulique…), industrie du verre, pièce mécanique simple, etc.
Toxicologie et santé au travail
Les fonderies de fonte et d'acier (2017, vol. 100F) [13]ont été reconnues comme facteur de risque Faibles / Modérées pour le cancer du poumon.
Autres utilisation du terme fonte
Le terme fonte est parfois utilisé pour désigner d'autres alliages, tous ces usages sont incorrects[réf. souhaitée] :
- le terme fonte d'aluminium (de cuivre, de zinc…) est parfois utilisé pour désigner une pièce (alliage) fabriquée par moulage ; voir Alliages d'aluminium pour fonderie ;
- le terme fonte d'acier est parfois utilisé, notamment pour les articles de jardinage ou les barbecues, et désigne en réalité de la fonte grise ; un alliage ferreux ne pouvant être à la fois une fonte et un acier, la référence à l'acier est faite pour éviter la confusion avec les fontes d'aluminium, mais en réalité cette référence est commercialement plus valorisante que la dénomination fonte grise ;
- le terme fonte d'inox ou fonte inoxydable est parfois utilisé, notamment en robinetterie et pour les ustensiles de cuisines. Ce terme est volontairement trompeur, car il n'existe pas de fonte normalisée inoxydable (l'oxydation posant peu de problème à la fonte). Cette appellation, qui désigne au mieux un alliage d'aluminium chromé et ne donne en réalité aucune information quant aux matériaux employés, est souvent employée pour créer la confusion avec les aciers inoxydables.
Notes et références
Notes
- À l'époque où la fonte était coulée en gueuses, la séparation d'une gueuse de la grappe coulée dans le sable se faisait en cassant le chenal d'amenée de la fonte. La morphologie de la cassure renseigne alors le fondeur sur la qualité de la fonte coulée.
Références
- « Les Fontes », Techniques de l'Ingénieur - TBA 1064, (lire en ligne)
- Jean Le Coze, « Histoires de fontes. Entre le phlogistique et la plombagine : où situer la « fonte à l'oxygène »? », Comptes Rendus de chimie, vol. 11, , p. 772–787 (lire en ligne)
- (de) Verein Deutscher Eisenhüttenleute et Otto Peterson, Gemeinfassliche Darstellung des Eisenhüttenwesens, Düsseldorf, Verlag Stahleisen mbH, 1970/71, 17e éd., p. 78-79
- (en) « Review ductile iron: fifty years of continuous development », Canadian Metallurgical Quarterly, vol. 37, no 5, , p. 343–378 (ISSN 0008-4433, DOI 10.1016/S0008-4433(98)00031-7, lire en ligne, consulté le )
- Alex RÉMY, « Fontes à graphite sphéroïdal », sur Ref : TIP552WEB - "Mise en forme des métaux et fonderie", (consulté le )
- Alex RÉMY, « Élaboration des fontes », sur Ref : TIP552WEB - "Mise en forme des métaux et fonderie", (consulté le )
- AFNOR. Microstructure des fontes. Partie 1 : Classification du graphite par analyse visuelle. NF EN ISO 945-1 février 2018, 29p.
- AFNOR. Fontes à graphite sphéroïdal — Caractérisation de la forme du graphite par analyse d'images. NF A04-197, FÉVRIER 2017, 25p.
- NF EN 1563 Août 2018 Fonderie - Fontes à graphite sphéroïdal
- Klaus Herfurth, « La fonte coulée en continu pour une fabrication innovante de pièces », Fonderie, Fondeur d'aujourd'hui, no 253, , p. 26-39 (ISSN 0249-3136, lire en ligne [PDF])
- Joël LE GAL, « Fontes à graphite vermiculaire (GV) », sur Ref : TIP552WEB - "Mise en forme des métaux et fonderie", (consulté le )
- NF EN 1560 Avril 2011 Fonderie - Système de désignation de la fonte - Désignation symbolique et numérique
- Cancer et environnement, « Volume 100F, Revue des cancérogènes pour l'Homme : agents chimiques et risques professonnels associés | Cancer et environnement », sur www.cancer-environnement.fr (consulté le )
Voir aussi
- Ferraille
- Fonte alliée au nickel ou fonte au nickel, en particulier Ni-resist
- Construction en fonte
 Portail des sciences des matériaux
Portail des sciences des matériaux  Portail de la chimie
Portail de la chimie  Portail de la production industrielle
Portail de la production industrielle  Portail de la métallurgie
Portail de la métallurgie