Offset (imprimerie)
L'offset (de l'anglais to set off, reporter) est un procédé d'impression qui est l’amélioration de la lithographie, remplaçant la pierre lithographique par une plaque souple, adaptée à un cylindre, et l'ajout d'un blanchet autour d'un cylindre porte-blanchet (ou cylindre offset), entre le cylindre porte-plaque et le papier.
Pour les articles homonymes, voir offset.

Le procédé offset est actuellement le procédé majeur d'impression professionnelle. Son succès est dû à sa souplesse et sa capacité à s'adapter à une large variété de produits. L'offset permet de couvrir une gamme de tirages relativement large. En effet, le procédé est préférable à d'autres procédés jusqu'à quelques centaines de milliers d'exemplaires. Au-delà, on lui préférera l'héliogravure.
De plus, ce procédé d'impression fournit des produits de qualité à un coût relativement faible. Parmi ses applications, on trouve les publications de tous genres (presses quotidienne et périodique, publicité, livres, catalogues, brochures…), des emballages (cartons, étiquettes…). L'impression est également possible sur divers supports (papier, carton, polymère, métal…).
Procédés d'impression
L'encre issue de l'encrier est étalée au moyen de la batterie d'encrage. Des rouleaux distributeurs effectuent un va-et-vient et permettent d'étirer le film d'encre. Les rouleaux « toucheurs » en contact avec la forme imprimante déposent l'encre grasse sur les zones adéquates de la plaque offset. Des vis de réglage de l'encrier réglables manuellement, ou des segments d'encrier commandés à distance automatiquement, permettent d'écarter plus ou moins la lame de l'encrier du ducteur, ce qui permet de doser zone par zone le débit d'encre nécessaire à l'impression du document. Pour augmenter le débit d'encre dans toute la batterie d'encrage, on peut accélérer la vitesse du ducteur. Le nombre important de rouleaux permet un étalement homogène du film d'encre.
L'encre est par la suite déposée sur la plaque offset où elle ne persistera que sur les zones imprimantes (les zones non-imprimantes sont protégées par de l'eau dans le cas de l'offset par voie humide et par une couche de silicone dans le cas de l'offset par voie sèche). L'encre est alors transmise par pression au blanchet, un matériau caoutchouteux qui améliore la qualité du transfert du film d'encre de la plaque sur le papier. Le passage par un blanchet évite l'usure prématurée de la plaque offset et fait intervenir un élément compressible, le blanchet, qui permet d'améliorer le transfert de l'encre et de corriger les éventuels défauts de surface du support d'impression.
En offset, la forme imprimante est quasi plane (les différences de relief sont de l'ordre du micromètre), contrairement aux autres procédés (en creux pour l'héliogravure et en relief pour la flexographie). La distinction entre les zones imprimantes et les zones non-imprimantes ne se fait que par la différence des propriétés physico-chimiques des zones en question.
Procédé par voie humide

L'offset par voie humide est fondée sur l'antagonisme entre l'eau et la graisse qui sont non miscibles. La plaque offset possède une base, souvent en aluminium servant de support à deux couches superposées : une couche hydrophile, généralement un sel, surmontée d'une couche photosensible lipophile, généralement en cuivre ou en polymère.
Pour créer la forme imprimante, la plaque offset est gravée ou insolée au laser par le procédé computer-to-plate qui retire une partie de la couche photosensible afin de former la zone imprimante avec la couche photosensible lipophile restante et la zone non-imprimante avec la couche hydrophile en dessous.
La plaque offset est ensuite calée sur le cylindre porte-plaque de la presse offset, dans laquelle elle va être successivement humidifiée par une solution de mouillage, puis encrée avec de l'encre grasse : la couche hydrophile (donc lipophobe) accepte l'eau et repousse l'encre grasse tandis que la couche lipophile (donc hydrophobe) accepte l'encre grasse et repousse l'eau.
Le transfert de l'encre sur le papier s'effectue alors par un double report : de la plaque sur le blanchet en caoutchouc d'abord, puis du blanchet sur le papier ensuite. Les parties en sel ne sont lipophobes que si elles sont humides, sinon l'encre adhérera également sur celles-ci. C'est donc pour cela que la plaque est alimentée par le toucheur mouilleur avant le toucheur encreur.
Les presses peuvent être constituées d'un ou plusieurs groupes d'impression (quatre dans le cas d'une presse quadrichromique), un groupe d'impression étant un ensemble imprimant complet. Il existe donc des presses à six groupes d'impression (pour l'hexachromie) ou plus permettant l'ajout d'un ton direct pantone ou d'un vernis. Les presses peuvent également être recto-verso (retirage ou direct) allant ainsi jusqu'à quatorze couleurs, pour des impressions par exemple de quadrichromie plus deux pantones et un vernis, le tout en recto-verso.
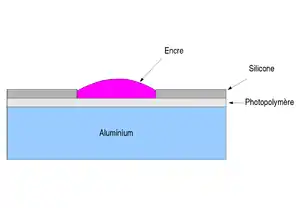
Procédé par voie sèche (waterless)
L'offset par voie sèche (waterless) est un procédé similaire mais sans eau. Les zones imprimantes sont toujours en cuivre ou en polymère (lipophile), alors que les zones non-imprimantes sont recouvertes de silicone (lipophobe).
Historique
- 1970 : premières plaques offset à base de silicone développées par la société 3M ;
- 1973 : 3M retire ses plaques du marché (problèmes de poussiérage, collage, fragilité globale de la plaque) ;
- 1977 : présentation de la plaque waterless « Toray Waterless » par Torray Industries qui a racheté le brevet de 3M ;
- Développement du procédé, développement d'encres spécifiques, création de plaques computer-to-plate (CTP).
Avantages
Comme son nom l'indique, ce procédé n'a pas besoin de solution de mouillage. Cela permet un démarrage plus rapide et donc moins de gâche de papier. L'apport d'eau sur le papier étant minimisé, les variations dimensionnelles de ce dernier sont quasi nulles.
L'encrage est stable durant l'impression et le contraste est amélioré.
L'élargissement du point de trame est réduit par rapport à l'offset conventionnel. Cela permet la reproduction d'une trame plus fine ainsi que l'utilisation de la trame stochastique ou aléatoire à la place de la trame classique.
Le séchage est plus rapide (moins d'eau à évaporer).
Inconvénients
Le coût des consommables (plaques et encres) est élevé.
Les plaques restent fragiles. Elles sont sensibles aux rayures, ce qui peut conduire à des défauts d'impression.
L'absence de solution de mouillage ne permet pas la lubrification automatique des plaques ; elle engendre également une augmentation rapide de la température (son contrôle est indispensable) et une viscosité et un tack de l'encre élevés, ce qui nécessite un support résistant à l'arrachage.
Types de presses
Presse feuille à feuille
Une presse offset feuille à feuille (ou presse feuille) est alimentée par des feuilles de papier.
Elle est composée de trois parties :
- un margeur ;
- des groupes d'impression ;
- une réception.
Margeur
C'est dans le margeur (ou la marge) que les feuilles partent pour alimenter la presse à imprimer, elles sont empilées et aérées pour faciliter leur séparation et ainsi empêcher deux feuilles de partir ensemble dans la presse. La feuille du dessus de la pile est aspirée par les ventouses de la tête d'aspiration. Les feuilles sont entraînées une à une sur la table de marge maintenues par des roulettes ou des bandes aspirantes.
Groupe d'impression
Sur les presses offset standards, un groupe d'impression imprime une seule couleur. Lorsqu'une feuille passe dans un groupe, elle est pressée entre le cylindre porte-blanchet et le cylindre de marge ou de contre-pression. Elle peut ensuite passer au groupe suivant grâce au cylindre de transfert.
Sur certaines presses possédant plusieurs groupes d'impression, il existe un système, dit de retiration, qui fait basculer la feuille et ainsi imprimer le recto et le verso de la feuille en un seul passage dans la machine.
Réception
En quittant le dernier groupe d'impression de la machine, la feuille est directement récupérée par des barres de pinces qui l'emmènent sur un plateau et reforment une nouvelle pile. Une fois déposée, la feuille sera taquée à l'aide d'équerres qui rectifieront sa position pour permettre de faire une pile droite. Selon la machine, la feuille peut passer dans un four avant d'être déposée sur la pile. Selon la densité d'encre sur la feuille, on peut aussi envoyer de la poudre pour créer un espace d'air entre deux feuilles et éviter qu'elles ne se collent entre elles (maculage).
Il existe plus particulièrement trois systèmes de machines à feuilles :
- l'offset à nappe, où chaque feuille, sur la table de marge, se superpose légèrement à la précédente. La majorité des presses offset actuelles disposent de ce procédé car il est plus rapide que le suivant ;
- l'offset feuille à feuille, où les feuilles sont envoyées l'une après l'autre sur la table de marge, les feuilles ne se chevauchant pas. Ce système équipe généralement de petites presses offset, quelquefois nommées duplicateurs (de l'anglais duplicator) ;
- l'offset en alimentation directe (direct feed) où les feuilles passent directement sous le cylindre porte-blanchet, sans passer par une table de marge.
Presse rotative
La presse offset rotative est alimentée par une bobine de papier, contrairement à la presse feuille à feuille qui imprime des feuilles de papier. L'avantage d'une telle presse est la vitesse d'impression élevée qu'il est possible d'atteindre.
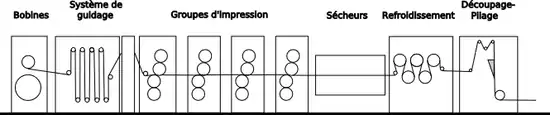

Elle est composée de sept parties :
- un dérouleur ;
- un débiteur ;
- des groupes d'impression ;
- un sécheur ;
- un refroidisseur ;
- une superstructure ;
- une plieuse.
Le dérouleur déroule une bobine de papier en fonction de la vitesse de défilement de la bande. Le débiteur assurera la tension de bande pour permettre d'avoir une tension constante. Les groupes d'impression sont obligatoirement au nombre de quatre pour faire de la quadrichromie et peuvent selon la demande avoir un nombre supérieur. La séquence de la quadrichromie est noir, cyan, magenta et jaune. Elle sera respectée pour permettre d'avoir un meilleur rendu et éviter les refus d'impression. Le sécheur aura pour fonction de sécher l'encre. Il retire les huiles de l'encre pour le séchage. Le papier en sortie de four sera entre 90 °C et 100 °C. Le refroidisseur va refroidir le papier. La superstructure va préparer le papier pour le pliage. La plieuse effectuera deux opérations, tirer le papier pour l'ensemble de la machine et effectuer le pliage en ligne de la bande de papier. Elle coupe le papier et effectue quatre plis possibles : les plis cylindre, double parallèle, delta et équerre.
Séchages
Le principe de l'impression est de déposer une fine couche d'encre sur le support (qu'il soit papier, film plastique ou autre). Cette couche d'encre doit avoir une bonne cohésion et une bonne adhésion au support. On peut considérer deux types de séchages : le séchage physique et le séchage chimique, mais les deux types de séchage peuvent être utilisés simultanément, le but étant bien entendu de réduire le temps de séchage et la consommation d'énergie.
Séchage physique (coldset)
Ici, le véhicule de l'encre va pénétrer par capillarité dans le support. Les pigments, eux, restent en surface. L'encre ne sèche pas à proprement parler, elle perd de sa fluidité. Ce séchage à froid (coldset) est principalement utilisé sur les presses rotatives de presse (papiers journaux). C'est pour cette raison que l'on peut avoir de l'encre sur les doigts en frottant un papier journal.
Séchage chimique
L'encre, au contact de l'air, subit une oxydo-polymérisation et donne un film d'encre sec. Les éléments susceptibles de polymériser sont des huiles végétales (colza, tung, etc.). La polymérisation peut être très longue (de huit à vingt-quatre heures) et on peut alors l'accélérer à l'aide de sécheurs à infrarouges (apport de chaleur). Cependant, le séchage continue longtemps après, ce qui entraîne la perte de souplesse du film d'encre et de son brillant. Les produits dégagés par l'oxydo-polymérisation (aldéhydes, cétones et acides carboxyliques) empêchent l'utilisation du séchage chimique pour l'emballage alimentaire.
Séchage mixte (quickset)
Il associe à la fois le séchage physique (par infiltration) et le séchage chimique (par oxydo-polymérisation). On a tout d'abord absorption du véhicule par le support, ce qui laisse un film d'encre mou en surface qui va ensuite être séché par oxydo-polymérisation. L'ajout de sécheurs à infrarouge accélère la réaction mais représente une forte consommation d'énergie (10 kW à 20 kW par groupe d'impression, avec un rendement de 60 %).
Séchage thermique (heatset)
Il combine à la fois le séchage par infiltration et le séchage par évaporation. Une partie du véhicule de l'encre est absorbée par le support (10 % à 20 %) et l'autre partie évaporée dans des fours chauffés entre 100 °C et 200 °C. Les fours sont alimentés par gaz (butane, propane, GPL, etc.) ou fioul. Les produits évaporés doivent alors être récupérés pour ne pas être rejetés dans l'atmosphère.
Séchage par rayonnement ultraviolet ou par faisceau d'électrons (electron beam)
Ces encres polymérisent sous le rayonnement ultraviolet qui excitent des photoamorceurs. La polymérisation a généralement lieu par voie radicalaire et plus rarement par voie cationique[pas clair], c'est-à-dire que l'on « lance » généralement des radicaux libres sur l'encre pour amorcer la réaction de polymérisation ; la voie cationique étant la même chose (on obtient une polymérisation), mais au lieu d'utiliser des radicaux libres, on utilise des cations pour amorcer le processus. Cette dernière méthode consiste, grosso modo, à attaquer l'encre avec un acide pour la faire réagir et polymériser. L'avantage de ce système est que l'on obtient une encre sèche sans dépenser beaucoup d'énergie. Le film d'encre est très résistant à l'abrasion, au vieillissement, à la lumière, à l'humidité, etc., mais posera des problèmes au désencrage. Ces encres sont très utilisées dans l'emballage et permettent l'impression sur des supports peu poreux (PVC, papier couché, etc.).
Bibliographie
- Jean-Claude Sirost, L’Offset, principes technologies pratiques, Dunod, Paris, 1994 (ISBN 2-1000-2105-2), 208 p.
- Jean-Claude Sirost, L’Encre d’imprimerie, composition, fabrication, propriétés, Dunod, Paris, 1997 (ISBN 2-1000-3180-5), 282 p.
 Portail de l’édition
Portail de l’édition  Portail de la gravure et de l'estampe
Portail de la gravure et de l'estampe