Procédé kraft
Le procédé kraft (aussi connu comme kraft pulping ou processus de sulfure)[1] est un processus de conversion du bois en pâte à papier, qui se compose presque uniquement de fibres de cellulose, le composant principal du papier. Le procédé kraft implique le traitement des copeaux de bois avec un mélange chaud d'eau, d'hydroxyde de sodium, et de sulfure de sodium, connu sous l'appellation « liqueur blanche », qui brise les fibres du bois, séparant la lignine et l'hémicellulose de la cellulose. Cette technique comprend plusieurs étapes, à la fois mécaniques et chimiques. C'est la méthode dominante employée pour la production de papier. Dans certains cas, ce procédé a été controversé car les usines kraft peuvent libérer des produits malodorants et générer d'importants déchets liquides[2].

Histoire
Le procédé kraft (ainsi appelé du fait de la force supérieure apportée au papier ainsi produit, du mot allemand Kraft pour la « force ») a été inventé par Carl F. Dahl en 1879 à Dantzig, en Prusse. Le brevet U.S. 296935[3] a été publié en 1884, et la première usine de pâte à papier utilisant cette technologie fut ouverte en Suède en 1890[4]. L'invention de la chaudière de récupération par G.H. Tomlinson au début des années 1930 a été une étape importante dans l'avancement du procédé kraft[5]. Elle a permis la récupération et la réutilisation de certains produits chimiques inorganiques de façon qu'une usine de pâte à papier fonctionne presque en circuit fermé, si l'on exclut les produits utilisés dans le processus de blanchiment. Pour cette raison, dans les années 1940, le procédé kraft remplaça le procédé au sulfate pour la production de pâte à papier[4].
Procédé
Imprégnation
Les copeaux de bois habituellement utilisés dans les fabriques de pâte de production sont de 12 à 25 mm de long et de 2 à 10 mm d'épaisseur. Les copeaux sont d'abord introduits dans la zone de presteaming, où ils sont humidifiés et préchauffés avec de la vapeur. Les cavités à l'intérieur des copeaux de bois fraichement coupés sont partiellement emplies d'eau et d'air. La vapeur cause une extension de l'air d'environ 25 %, ce qui a pour effet de l’expulser. L'étape suivante consiste en saturer les copeaux de bois en liqueurs noire et blanche. L'air résiduel à l'intérieur des copeaux est alors piégé. Cette imprégnation peut être réalisée avant ou après que les copeaux entrent dans l'autoclave, mais ce procédé est normalement fait en dessous de 100 °C. Le liquide chauffé est ainsi composées d'un mélange de liqueur blanche, de l'eau contenue dans les copeaux, de la vapeur condensée et de petite quantité de liqueur noire. Durant l'imprégnation, le liquide de cuisson pénètre dans la structure capillaire des copeaux et les réactions chimiques de basse température avec le bois commencent. Une bonne imprégnation est importante afin d'obtenir un ensemble homogène et d'avoir peu de déchets. Environ 40 à 60 % de tous les alcalins sont consommées au cours du processus d'imprégnation.
Cuisson
Les copeaux de bois sont ensuite cuits sous pression dans les vaisseaux appelés « digesteurs ». Certains digesteurs fonctionnent par lots et d'autres de façon continue. Les digesteurs produisent 1 000 tonnes ou plus de pâte à papier par jour, les plus grands peuvent même dépasser 3 500 tonnes par jour[6]. Dans un digesteur en continu, les matériaux sont apportés graduellement, afin de permette à la pâte sortante d'avoir été totalement procédée au moment de sa sortie du réacteur. Généralement, la délignification nécessite plusieurs heures à 170 °C-176 °C. Dans ces conditions, la lignine et l'hémicellulose se dégradent pour donner des fragments solubles dans des liquides fortement basiques. La pâte solide (environ 50 % du poids sec des copeaux de bois initiaux) est recueillie et lavée. À ce stade, la pâte est appelée « brown stock » en raison de sa couleur. Le liquide résiduel, appelé « liqueur noire » (en raison de sa couleur), contient des fragments de lignine, des glucides issus de la décomposition de l'hémicellulose, du carbonate de sodium, du sulfate de sodium et d'autres sels inorganiques. Ce liquide est réutilisé par l'usine pour l'étape de l’imprégnation.
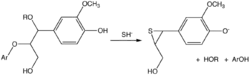
L'une des principales réactions chimiques qui sous-tendent le procédé kraft est la scission de l'éther effectuée par les nucléophiles de sulfure (S2−) ou ions bisulfide (HS−)[5].
Récupération
L'excès de liqueur noire contient environ 15 % de solides et est concentrée dans un évaporateur à multiples effets. Après la première étape, la liqueur noire contient environ 20 à 30 % de solides. À cette concentration, la colophane de savon remonte à la surface et est écrémée. Le savon collecté est ensuite traité en huile de tall. Le retrait du savon améliore l'opération d'évaporation suivante.
La faible liqueur noire est encore évaporée à 65 %, voire 80 % de solides (« liqueur noire lourde »[7]) et brûlées dans la chaudière de récupération afin de récupérer les produits chimiques inorganiques pour les réutiliser dans le procédé de fabrication de la pâte. Plus de solides dans la liqueur noire concentrée augmente l'énergie et l'efficacité chimique du cycle de récupération, mais donne aussi plus de viscosité et de précipitation des solides[8],[9]. Durant la combustion, le sulfate de sodium est réduit en sulfure de sodium par le carbone organique contenu dans le mélange :
- 1. Na2SO4 + 2 C → Na2S + 2 CO2
Cette réaction est similaire à la réduction thermochimique du sulfate en géochimie.
Les sels fondus de la chaudière de récupération sont dissous dans une eau durant un procédé appelé « faible lavage ». Cette eau, aussi connue sous le nom de « liqueur blanche faible », est composée de toutes les liqueurs utilisées pour laver les précipités de boue de chaux et de liqueur verte. La solution de carbonate de sodium et de sulfure de sodium est appelée « liqueur verte », même si on ne sait pas exactement quelles sont les causes de sa couleur. Ce liquide est mélangé avec de l'oxyde de calcium (« chaux vive »), qui devient de l'hydroxyde de calcium (« chaux éteinte ») en solution, pour régénérer la liqueur blanche utilisée dans le procédé de fabrication de pâte à travers une réaction d'équilibre (Na2S est montré car il fait partie de la liqueur verte, mais ne participe pas à la réaction) :
- 2. Na2S + Na2CO3 + Ca(OH)2 ←→ Na2S + 2 NaOH + CaCO3
Le carbonate de calcium est précipité dans la liqueur blanche et est récupéré et chauffé dans un four à chaux, où il est converti en oxyde de calcium.
- 3. CaCO3 → CaO + CO2
L'oxyde de calcium réagit avec de l'eau pour régénérer l'hydroxyde de calcium utilisé dans la réaction 2 :
- 4. CaO + H2O → Ca(OH)2
La combinaison des réactions 1 à 4 forme un circuit fermé à l'égard du sodium, du soufre et du calcium et est le concept principal du processus de recaustisation où le carbonate de sodium se régénère en hydroxyde de sodium.
La chaudière de récupération génère également de la vapeur à haute pression qui alimente les turbo-générateurs, réduisant la pression de la vapeur pour l'usage de l'usine et générant de l'électricité. Une usine de pâte à papier moderne employant le procédé kraft et une chaudière de récupération est plus qu'autonome dans sa production d'électricité et fournira normalement un flux net d'énergie qui pourra être utilisé par l'usine à papier associée ou être injectée au réseau électrique local[10]. En outre, les écorces et résidus de bois sont souvent brûlés dans une chaudière séparée pour produire de la vapeur.
Bien que les chaudières de récupération utilisant l'invention de G.H. Tomlinson soient en usage généralisé depuis le début des années 1930, des tentatives ont été faites pour trouver un processus plus efficace pour la récupération des produits chimiques de la cuisson. Weyerhaeuser utilise un gazéificateur entraîné par un flux de liqueur noire conçu par Chemrec dans son usine de New Bern, en Caroline du Nord, alors qu'une deuxième usine de production de Smurfit Kappa est en fonction à l'échelle pilote à Piteå, en Suède[11].
Ventilation
Les copeaux de bois cuits sont aspirés vers un réservoir de collecte appelé « blow tank » qui fonctionne à la pression atmosphérique. Cela libère beaucoup de vapeur d'eau et de composés volatils. Ceux-ci sont recueillis ; dans le cas des résineux nordiques, il s'agit principalement d'essence de térébenthine brute.
Tamisage
Le tamisage de la pâte après sa production est un processus par lequel la pâte est séparée des nœuds, fibres non-procédées, de la saleté et d'autres débris. L'accept est la pulpe à proprement parler. Le matériau séparé de la pulpe est appelé « rejet ».
L'étape du tamisage consiste en un passage à travers différents types de tamis et un nettoyage en centrifugeuse. Les tamis sont habituellement disposés en cascade car des quantités considérables de bonnes fibres peuvent aller au rejet si l'opération est réalisée trop rapidement.
Les fibres contenant les fibres non-procédées et les nœuds sont séparées du reste du rejet et placées dans un raffineur et/ou sont renvoyés au digesteur.
Lavage
Le brown stock ou pâte non blanchie arrive alors en phase où les liqueur de cuisson sont séparés des fibres de cellulose. Normalement, une usine de pâte à papier a de trois à cinq étapes de lavage en série. Des étapes de lavage sont également placées après la délignification et entre les étapes du blanchiment. Les laveurs de pulpe sont placés de telle façon que l'eau de lavage soit à contre-courant de la pulpe. Plusieurs processus sont impliqués : l'épaississement/dilution, le déplacement et la diffusion. Le facteur de dilution est la mesure du volume d'eau utilisé pour le lavage en comparaison avec le volume théorique nécessaire pour déplacer la liqueur de la pâte épaissie. Un faible facteur de dilution réduit la consommation d'énergie, un important facteur de dilution donne normalement une pâte plus propre. Un bon lavage de la pulpe réduit la demande chimique en oxygène.
Plusieurs types d'équipements de lavage sont en cours d'utilisation :
- diffuseurs de pression ;
- diffuseurs atmosphériques ;
- tambours aspirants ;
- tambours déplaceurs ;
- presses à lavage.
Blanchiment
Dans une usine moderne, la pâte non blanchie (ou brownstock, de la fibre de cellulose contenant environ 5 % de lignine résiduelle) produite est d'abord lavée pour éliminer certaine des matières organiques dissoutes et puis délignifiée par une variété d'étapes de blanchiment[12].
Dans le cas d'une installation conçue pour la production de pâte à papier destinée à des sacs en papier ou à du carton pour des boîtes et emballages, la pâte n'a pas toujours besoin d'être blanchie à un haut niveau. Le blanchiment diminue la masse de la pulpe produite d'environ 5 %, il diminue aussi la résistance des fibres et augmente le coût de fabrication.
Produits chimiques de traitement
Des produits chimiques sont ajoutés pour améliorer le processus de production :
- pour aider à l'imprégnation des liqueurs aux copeaux de bois lors de la cuisson, des tensioactifs peuvent être utilisés ;
- l'anthraquinone est utilisée comme additif dans le digesteur, elle agit comme un oxydoréducteur pour catalyser l'oxydation de la cellulose et réduire la lignine. Elle protège la cellulose de la dégradation et rend la lignine plus soluble dans l'eau[13] ;
- un floculant peut être ajouté lors de la séparation du savon, afin d'accélérer et d'améliorer la séparation par floculation[14] ;
- des antimoussants permettent de retirer l'écume et d'accélérer le processus de production. Le drainage des équipements de lavage en est amélioré et donne donc une pâte plus propre ;
- des agents dispersants, des détackifiants et des agents complexants permettent de garder la chaine de production plus propre et de réduire le besoin d'arrêts de maintenance ;
- des agents fixants permettent d'éviter le dépôt des fibres et donc leur potentielle évacuation comme rejet.
Comparaison avec d'autres procédés
La pulpe produite par le procédé kraft est plus forte que celle réalisée par d'autres procédés de fabrication de pâte à papier et maintenir un haut ratio de sulfure ou sulfidité est important pour obtenir la plus grande résistance possible. Le procédé par sulfites acides dégrade la cellulose plus que le procédé kraft, ce qui conduit à l'affaiblissement des fibres. Le procédé kraft supprime la plupart de la lignine présente à l'origine dans le bois, tandis que les procédés mécaniques laissent l'essentiel de la lignine dans les fibres. La nature hydrophobe de la lignine[15] interfère avec la formation de liaisons hydrogène entre la cellulose (et l'hémicellulose) dans les fibres, nécessaires pour apporter une résistance au papier (résistance à la traction et résistance à la déchirure)[4].
La pâte issue du procédé kraft est plus foncée que les autres pulpes de bois, mais elle peut être blanchie pour en faire de la pulpe blanche. La pâte kraft entièrement blanchie est utilisée pour fabriquer du papier de grande qualité où la force, la blancheur et la résilience au jaunissement sont importantes.
Le procédé kraft peut utiliser une plus large gamme de sources de fibres que la plupart des autres procédés. Tous les types de bois, y compris les très résineux comme le pin[16] et les essences non-bois comme le bambou et le chanvre, peuvent être employés pour le procédé kraft.
Sous-produits et émissions
Les principaux sous-produits du procédé kraft sont le sulfate d'essence de térébenthine brute et le savon d'huile de tall. La production de ces derniers est fortement dépendante de l'essence de bois employé, de ses conditions de croissance, du temps de stockage des grumes et des copeaux, et la configuration de la chaine de production[17]. Les pins sont les bois les plus riches. L'essence de térébenthine brute est volatile et est distillée dans le digesteur, alors que le savon est séparé de la liqueur noire par décantation. Avec des pins, le rendement moyen de l'essence de térébenthine brute est de 5 à 10 kg/t de pâte et celui d'huile de tall brute est de 30 à 50 kg/t de pâte[17].
Divers sous-produits comprenant du sulfure d'hydrogène, du méthyle mercaptan, du sulfure de diméthyle, du disulfure de diméthyle, et d'autres composés du soufre volatils sont à l'origine des émissions malodorantes dans l'air caractéristique des usines de pâte à papier utilisant le procédé kraft. À l'extérieur des usines modernes, l'odeur est perceptible seulement au cours de la perturbation du procédé, par exemple lors de l'arrêt de l'usine pour maintenance. Cela est dû à la collecte et la combustion de ces gaz odorants dans la chaudière de récupération avec de la liqueur noire.
Les émissions de dioxyde de soufre des usines employant le procédé kraft sont beaucoup plus faibles que celles provenant des usines de sulfite. Les usines modernes, où la matière sèche est brûlée dans la chaudière de récupération, ne laissent s'échapper que peu de dioxyde de soufre. Ceci est principalement dû à la plus basse température de la chaudière qui augmente la libération de sodium à partir des gouttes de liqueur noire qui peuvent réagir avec le dioxyde de soufre pour former du sulfate de sodium.
Les usines de pâte à papier sont presque toujours situées près de grandes étendues d'eau en raison de besoins substantiels. La délignification des pâtes chimiques libère des quantités considérables de matière organique dans l'environnement, en particulier dans les rivières ou les lacs. Les effluents d'eaux usées peuvent également être une source majeure de pollution, contenant de la lignine des arbres, une haute demande biologique en oxygène (DBO) et du carbone organique dissous (DOC), ainsi que des alcools, des chlorates, des métaux lourds, et des agents de chélation. La réduction de l'impact environnemental de cet effluent est accompli par la fermeture de la boucle et le recyclage des effluents, si possible, ainsi que l'emploi d'agents moins toxiques dans le processus de mise en pâte et de blanchiment.
Notes et références
- (en) Cet article est partiellement ou en totalité issu de l’article de Wikipédia en anglais intitulé « Kraft process » (voir la liste des auteurs).
- Le nom du procédé est dérivé de l'allemand Kraft signifiant « force » dans ce contexte, dû à la force du papier kraft produit utilisant ce procédé.
- Rudolf Patt et al.
- (en) Brevet U.S. 296935
- (en) Christopher J. Biermann, Essentials of Pulping and Papermaking, San Diego, Academic Press, , 472 p. (ISBN 0-12-097360-X)
- Wood Chemistry : Fundamentals and Applications, Academic Press, , 223 p. (ISBN 0-12-647480-X)
- Jocelyn Woodman, « Pollution Prevention Technologies for the Bleached Kraft Segment of the U.S. Pulp and Paper Industry (see p 66) » [PDF], U.S. Environmental Protection Agency, (consulté le )
- « Equipment to handle heavy black liquor » [archive du ] (consulté le )
- « Second Critical Solids Black Liquor Scaling » (version du 31 août 2011 sur l'Internet Archive)
- US granted 5527427, Mualla Berksoy et Yaman Boluk, High solids black liquor of reduced viscosity and viscosity reduction method for high solids black liquor, 18 juin 1996, Optima Specialty Chemicals & Technology, Inc.
- « Kraft pulping: Energy consumption and production » (version du 28 septembre 2011 sur l'Internet Archive),
- Chemrec web site
- « Environmental Comparison of Bleached Kraft Pulp ManufacturingTechnologies » (version du 18 décembre 2004 sur l'Internet Archive)
- Gopal C. Goyal, Anthraquinone Pulping. A TAPPI Press Anthology of Published Papers, 1977-1996, Atlanta, TAPPI Press, , 588 p. (ISBN 0-89852-340-0)
- Voir sur wcm.paprican.ca. « Copie archivée » (version du 5 mars 2012 sur l'Internet Archive)
- Martin A. Hubbe et Lucian A. Lucia, « The Love-Hate Relationship Present in Lignocellulosic Materials », BioResources, vol. 2, no 4, , p. 534–535 (lire en ligne, consulté le )
- « The Southern Pines » [PDF], US Department of Agriculture, (consulté le )
- Per Stenius, Forest Products Chemistry, vol. 3, Helsinki, Finland, Fapet OY, coll. « Papermaking Science and Technology », , 73–76 p. (ISBN 952-5216-03-9), chap. 2
Voir aussi
Articles connexes
- Papier kraft
- Johan Richter, inventeur du digesteur
Lien externe
- (en) Kraft pulping [PDF], EPA
 Portail des sciences des matériaux
Portail des sciences des matériaux  Portail de la chimie
Portail de la chimie  Portail de la production industrielle
Portail de la production industrielle