Puddlage
Le puddlage est un ancien procédé d'affinage de la fonte, consistant à la décarburer dans un four à réverbère à l'aide de scories oxydantes pour obtenir du fer puddlé à partir de fonte.
Le mot puddlage vient du verbe anglais to puddle qui signifie « brasser ». La méthode est mise au point par Henry Cort en 1784, puis significativement améliorée par Samuel Baldwin Rogers et Joseph Hall au XIXe siècle. La fonte est chauffée à très haute température dans un four à réverbère. Le puddleur, l'ouvrier chargé de l'opération, active la réaction en brassant cette fonte à l'aide d'un long crochet appelé « ringard ». Une fois suffisamment affinée, la loupe est extraite du four, pour être cinglée par martelage, puis est forgée ou laminée en barres.
Le puddlage supplante les procédés antérieurs au charbon de bois car, en ne consommant que la houille, il permet la fabrication de fer en grande quantité. Les arches de la gare de l'Est et la tour Eiffel à Paris sont ainsi réalisées en fer puddlé produit par la Société des Aciéries de Pompey. Après avoir été largement employé tout au long du XIXe siècle, le fer puddlé s'efface progressivement devant l'acier, plus performant et plus compétitif dès que les convertisseurs sont mis au point.

Genèse du procédé
Abraham Darby, en mettant au point le haut fourneau à coke, affranchit la production de fonte de la faible disponibilité du charbon de bois. Mais la transformation de cette fonte en acier ou en fer ne sait pas encore se passer de ce combustible. En 1895, le métallurgiste allemand Adolf Ledebur résume ainsi le problème :
« Dans le courant du XVIIIe siècle, la consommation de fer prenait une certaine extension tandis que le déboisement, qui s'étendait de plus en plus, rendait le combustible végétal plus cher et plus rare. On était donc obligé de rechercher le moyen d'employer pour l'affinage, comme on l'avait fait pour la production de fonte, le combustible minéral au lieu du charbon de bois. Les feux d'affineries ne se prêtaient pas à cette substitution qui mettaient en contact le fer avec une matière toujours plus ou moins sulfureuse. Il fallait donc disposer de fours où le métal ne touchât pas le combustible solide et fût exclusivement soumis à l'action d'une flamme. Du même coup on pouvait employer la houille à l'état cru, ce qu'on avait depuis longtemps réalisé dans les fours à réverbère appliqués à la fusion de différents métaux.
C'est en poursuivant cette idée que l'Anglais Cort imagine en 1784 le procédé d'affinage auquel on a donné le nom de « puddlage » du mot anglais to puddle qui signifie « brasser »[L 1]. »
— A. Ledebur (1895). Manuel théorique et pratique de la métallurgie du fer, p. 366.
Le puddlage sec
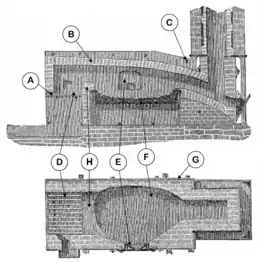
A : Tisard ; B : Voute réfractaire ; C : Tirants ; D : Grille ; E : Porte de travail ; F : Laboratoire et Sole ; G : Plaque de maintien ; H : Autel
Le four à réverbère est connu dans la métallurgie des métaux les plus fusibles. L'idée d'étendre son principe à l'affinage de la fonte apparaît pour la première fois dans le brevet que Peter Onions dépose le [note 1]. Mais la mise au point du procédé, qu'il mène aux Dowlais and Cyfarthfa Ironworks, échoue et, le , William Reynolds, le directeur de l'usine, lui ordonne d'abandonner les essais[1].
Le , l'Anglais Cort dépose le brevet d'un four à réverbère légèrement différent[1]. La sole sur laquelle est réalisé le travail est un tas - soigneusement constitué - de matières réfractaires quartzeuses et de sable. La combustion du carbone présent dans la fonte, qui se fait par un courant d'air, est lente et doit être activée par des manipulations de la masse métallique. Malgré cela, la durée de la réaction entraîne une forte consommation de charbon ainsi qu'une oxydation importante du fer[L 2]. Ce procédé montre d'autres limites :
- constituée essentiellement de silice, la sole ne réagit pas avec le silicium de la fonte. Or ce silicium doit être oxydé pour obtenir un fer malléable à chaud[note 2]. Seules les fontes pauvres en silicium, les fontes blanches, sont adaptées à ce procédé[note 3],[T 1] ;
- l'oxydation du métal amène à une consommation de plus de deux tonnes de fonte blanche pour produire une tonne de fer[T 1] ;
- l'oxyde ferreux produit au cours de l'oxydation de la fonte se mélange avec le sable de la sole. Cet oxyde ayant une température de fusion de 1 369 °C, la sole devient pâteuse et se dégrade rapidement[T 1].
Le procédé de Cort est nommé « puddlage sec » car la fonte blanche est peu visqueuse à chaud, et la sole, peu fusible, génère peu de laitier. Il permet l'obtention de fer en quantité mais sans réduire significativement les coûts : son avantage se limite donc au combustible. Celui-ci peut être du charbon de mauvaise qualité, voire de la tourbe, du lignite ou du bois[L 2].
Le puddlage gras
Tel que mis au point par Cort, le puddlage sec n'est adopté que par « les usines qui ne pouvaient s'approvisionner en charbon de bois et Cort meurt en 1800 sans avoir tiré parti de son invention »[L 2].
En 1818, Samuel Baldwin Rogers invente la sole supportée par une plaque de fonte refroidie à l'eau (d'autres adopteront ultérieurement la sole refroidie à l'air[T 1]). S'il est « incontestable qu'un refroidissement énergique […] augmente la consommation de combustible, cette dépense est moindre que celle qu’entraîneraient les réparations fréquentes d'un four moins bien rafraîchi[L 3] ». En effet, si la voute réfractaire ne dure que six mois, une sole en fonte peut servir près de trois ans[P 2]. Cette amélioration reste cependant trop marginale pour que Rogers en tire profit[2].
Vers 1830, après quelques expérimentations, Joseph Hall reprend la sole refroidie mais la couvre d'un garnissage réfractaire oxydant. Il systématise cette innovation dans l'usine qu'il vient de fonder à Tipton[T 2]. En effet, l'oxygène nécessaire à l'affinage vient de ce garnissage en contact avec le métal, au lieu de venir d'un courant d'air : le processus est plus rapide et la production d'un four triple par rapport à l'ancien procédé. Le garnissage de Hall, appelé bull dog, est essentiellement composé d'oxydes de fer issus de puddlages précédents et grillés. La rapidité de la réaction permet de réduire significativement la consommation de combustible et les pertes par oxydation[L 2].
| Principaux constituants de quelques garnissages de fours (en % du poids, Σ ≤ 100 %)[3] | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Nom du garnissage | FeO | Fe2O3 | MnO2 | SiO2 | TiO2 | CO2 | PbSO4 | CaO | Al2O3 | MgO | Résidus insolubles et eau |
| Bull dog (laitier et battitures grillés) | 4 | 64 | 16 | 11 | 1 | ||||||
| Minerai violet (pyrites transformées en hématite par grillage[4]) | 95 | 1 | 2 | ||||||||
| Terre de poterie (blackband manganésifère du North Staffordshire[T 3]) | 47 | 2,54 | 3 | 31 | 1 | 1 | 14 | ||||
Ces améliorations sont fondamentales. Le procédé amélioré et breveté par Hall en 1839, appelé « puddlage gras » ou « bouillant », par opposition à la méthode primitive de Cort, se répand rapidement :
« Dans les voyages métallurgiques de MM. Dufrénoy, Coste et Perdonnet, on voit (1re édition) qu'en 1823 l'usage des soles en sable était encore général. Vers 1820 on commence à substituer des scories pilées au sable. En 1829, on constate çà et là des soles en fonte, mais les auteurs ajoutent qu'en puddlant directement sur la fonte (sans couche de riblons ou de scories), les résultats étaient défectueux. Enfin, en 1837 (2e édition), les soles en fonte sont d'un usage général[G2 1]. »
— E.-L. Gruner, Traité de métallurgie, p. 168, note de bas de page
Avec une composition d'oxydes adaptée, le procédé est en outre assez efficace en déphosphoration et permet d'utiliser des minerais phosphoreux, courants en Europe. Mais il ne parvient pas à transformer économiquement les fontes très chargées en soufre et en phosphore, en un fer convenable[P 3]. Chaque maître de forge s'emploie à perfectionner, empiriquement et avec plus ou moins de bonheur, le réactif mis sur la sole[L 4].
Le procédé
Préparation de la sole
La première étape du puddlage gras consiste à couvrir la sole d'un matériau réagissant avec la fonte utilisée. Trois composants sont utilisés :
- des oxydes provenant ordinairement de puddlages précédents ou du minerai de fer hématique. Ce mélange, préconisé par Hall, est grillé puis enrichi par du fer oxydé. L'objectif est d'avoir une substance capable d'apporter de l'oxygène pour accélérer la combustion du silicium et du carbone de la fonte[L 5] ;
- des minéraux basiques, comme la chaux, qui vont ôter le phosphore et le soufre sont également recommandés[note 4],[L 6] ;
- des fondants, comme le spath fluor, qui abaissent le point de fusion des scories et permettent d'avoir un laitier suffisamment fluide pour garantir un bon contact avec la fonte[L 6].
Les deux derniers composants sont des améliorations du procédé de Hall. Les mélanges réalisés varient en fonction des fontes utilisées et de la qualité du fer recherché. Les mélanges sont réalisés empiriquement et sont parfois secrets, si bien que « on a proposé et tenté d'ajouter un grand nombre de substances dont l'effet ne pouvait qu'être absolument opposé au but que l'on poursuivait[L 4] ».
Cette couche de scories et d'oxydes est chauffée jusqu'à la fusion. Puis le puddleur baisse le feu pour qu'elle se solidifie en une croûte protégeant la sole en fonte refroidie[L 7].
Chargement du four
Les gueuses de fonte sont alors chargées sur cette couche d'oxydes. Le puddlage gras pouvant se faire sur sole basique, il est possible de traiter des fontes riches en silicium ou en phosphore. Les qualités du produit final ont également leur importance dans le choix des fontes. Pour produire de l'acier, des fontes riches en manganèse (les spiegeleisen) sont indispensables car cet élément retarde la décarburation[L 8],[G2 2]. Les fontes grises, riches en silicium, vont rendre la scorie acide en générant de la silice : elles limitent donc la déphosphoration[L 8]. Les fontes blanches, pauvres en silicium, sont les plus faciles à décarburer.
Le travail du puddleur
Dès que la fonte commence à fondre, le puddleur intervient. Son travail commence lorsqu'il constate l'apparition de petites flammes bleues sortant de la surface liquide, caractéristiques de la combustion du carbone. Il fait alors baisser la température du four en limitant le tirage de la cheminée et commence à brasser la fonte pour la mettre en contact avec les matières de la sole[T 4]. L'ensemble des opérations « exige des efforts musculaires rudes et dans des conditions fatigantes[P 4] »[P 5]. Il demande aussi un évident savoir-faire :
« … le travail de l'ouvrier consiste […] à labourer la fonte et les scories à l'aide d'un fort ringard, recourbé à angle droit à son extrémité ; c'est l'outil appelé « crochet ». On mêle ainsi les particules métalliques aux éléments oxydés et les expose tous deux à l'influence de l'air. Pour opérer le brassage, on n'ouvre pas la porte de travail elle-même. L'ouvrier éprouverait une chaleur trop vive, et le four lui-même serait refroidi. On se contente d'introduire les outils par une simple ouverture de 0,10 à 0,15 m de côté, pratiquée dans le bas de la porte mobile, et facile à clore…
À mesure que le fer s'épure, il devient moins fusible[note 5] ; il faut donc, pour continuer le brassage, graduellement relever la température, en rouvrant peu à peu le clapet de la cheminée.
À la place du crochet, l'ouvrier se sert assez souvent d'un ringard à biseau, appelé palette, ou rabot, qui permet de détacher de la sole les parties refroidies, ou devenues fermes, qui tendent à y adhérer[G2 3]. »
— M.L. Gruner, Traité de métallurgie, p. 171 § 404
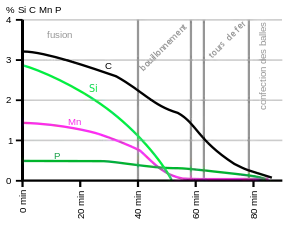
La décarburation de la fonte provoque un bouillonnement, correspondant au dégagement de monoxyde de carbone. Lorsque celui-ci cesse, on peut encore pousser la décarburation jusqu'à obtenir du fer, en procédant aux tours de fer, c'est-à-dire en retournant la masse ferreuse pour en compléter la conversion[L 9].
L'extraction des produits
Lorsque le puddleur l'estime affinée, il partage la masse métallique en quelques boules. Celles-ci sont pressées dans le four pour les purger des scories[L 9].
L'extraction de ces boules hors du four doit être immédiatement suivie d'un martelage ou laminage pour en extraire les dernières scories[note 6] et donner une forme exploitable, généralement des barres[5]. Pendant cette phase, le comportement du métal chaud permet de juger sa qualité : une forte teneur en soufre le rend cassant, l'émission de flammèches bleues traduit une décarburation insuffisante, etc. Si nécessaire, le fer peut revenir au four pour un traitement complémentaire[L 10].
Une fois le four vide, la sole est inspectée et éventuellement réparée. Dans le cas d'un revêtement basique, le laitier est saturé en oxydes de soufre et de phosphore : il est alors chauffé jusqu'à l'état liquide puis coulé hors du four.
 Chargement des gueuses de fonte
Chargement des gueuses de fonte Puddleur malaxant la charge avec son ringard
Puddleur malaxant la charge avec son ringard Extraction de la boule de fer puddlé du four
Extraction de la boule de fer puddlé du four Coulée des scories
Coulée des scories
Cinglage et forgeage du fer
Pendant le cinglage, la « scorie coule en abondance, les particules métalliques se soudent de plus en plus[L 10] ». Pour obtenir ce résultat, il est nécessaire que l'opération de puddlage aboutisse à un laitier à bas point de fusion, ce qui amène à limiter leur teneur en magnésie ou en chaux. Le laitier ne peut alors être qu'essentiellement siliceux, ce qui dégrade l'efficacité de l'oxydation du carbone, du phosphore et du soufre, ou contenir des fondants, comme le spath fluor[L 11]. À l'issue du cinglage, on obtient des barres de fer brut. L'oxydation de leur surface est d'autant plus importante que le travail à chaud s'est prolongé[L 10].
Un bon cinglage est donc indissociable du puddlage. En 1783, soit un an avant de breveter l'affinage au four à réverbère, Cort dépose un brevet concernant un laminoir cannelé, capable de travailler le métal sans l'étirer[P 6],[note 7].
Une fois travaillé, le fer brut est découpé en petites barres qui sont triées selon leur qualité. Elles sont empilées en paquets oblongs ou en trousses, disposés à angles droits. Il est possible de disposer les morceaux de fer brut en fonction de leur qualité. Par exemple, on va disposer des fers résistant à l'usure en périphérie si le paquet est destiné à devenir un rail. Réchauffés dans un four, ces paquets se soudent et sont laminés pour devenir des barres de fer marchand[P 8].
 Martinet frontal utilisé pour le cinglage du fer brut après le puddlage.
Martinet frontal utilisé pour le cinglage du fer brut après le puddlage.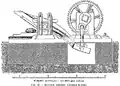 Presse crocodile utilisée pour le cinglage du fer brut après le puddlage.
Presse crocodile utilisée pour le cinglage du fer brut après le puddlage. Laminoir à cannelures utilisé pour finir le cinglage du fer brut et transformer la boule de fer brut en barre.
Laminoir à cannelures utilisé pour finir le cinglage du fer brut et transformer la boule de fer brut en barre. Exemples d'agencements de barres de fer en paquet, avant forgeage. Les parties sombres sont des fers déjà forgés, les claires sont des barres de fer uniquement cinglé.
Exemples d'agencements de barres de fer en paquet, avant forgeage. Les parties sombres sont des fers déjà forgés, les claires sont des barres de fer uniquement cinglé.
Le fer puddlé est donc souvent qualifié de « fibreux ». Il consiste en effet en une matrice de fer où restent présentes les scories de puddlage et l'oxydation formée sur la surface des morceaux de fer brut pendant le cinglage[6]. Le forgeage des paquets oriente ces impuretés de façon à limiter leur nocivité[P 9]. Il faut pour cela des forgeages répétés et des outils puissants : c'est l'ère des marteaux-pilons, qui sont à la fois capables de parfaire le cinglage et de forger avec précision de grandes pièces[P 10].
Expansion et disparition du puddlage
Le fer puddlé
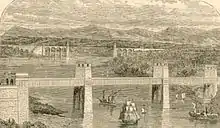
Le puddlage permet l'obtention de fer, aux caractéristiques supérieures à la fonte : le pont du Carrousel de 1834 correspond à l'apogée des ponts en fonte. Le pont Britannia, inauguré seize ans après et construit en fer puddlé, repousse les limites de la construction métallique de manière spectaculaire[7].
À une époque où les fluctuations de la qualité de la fonte brute issue d'un haut fourneau sont mal comprises, le puddlage est intéressant. En effet, la solidification de la fonte facilite le tri des gueuses[note 8]. La lenteur de l’opération facilite son contrôle et garantit la réussite de l'affinage, à condition que le puddleur soit compétent[8]. Enfin, une disposition judicieuse des morceaux de fer brut dans le paquet avant la forge améliore la tenue des pièces fabriquées[P 9].
Mais le fer puddlé reste un matériau hétérogène. Le forgeage étire les inclusions d'oxydes et de laitier en des fibres orientées dans un sens bien précis, alors que la matrice de fer est isotrope[9]. Sollicité perpendiculairement à ces fibres, il se rompt facilement[10].
L'adoption du fer va également susciter un important effort de recherche sur la corrosion, phénomène auquel échappaient la fonte et la pierre utilisées jusque-là[T 5]. Par contre, sa faible teneur en carbone en fait un matériau insensible à la trempe[T 6] : il s'avère donc particulièrement adapté au rivetage à chaud[11].
 Viaduc de Garabit, conçu par Gustave Eiffel et construit en 1884 en fer puddlé.
Viaduc de Garabit, conçu par Gustave Eiffel et construit en 1884 en fer puddlé. Métallographie de fer puddlé, parallèlement à sa « fibre ». L'attaque révèle, en gris sombre, les inclusions étirées par le forgeage.
Métallographie de fer puddlé, parallèlement à sa « fibre ». L'attaque révèle, en gris sombre, les inclusions étirées par le forgeage.
Enfin, le procédé va être adapté à la production d'acier. Les premiers essais datent de 1836 et, en 1850, les premiers aciers puddlés sont obtenus. Pour y réussir, la présence d'oxyde de manganèse, qui fluidifie la scorie et contrecarre son enrichissement en oxydes de fer, est essentielle. L'affinage étant moins poussé et le laitier ne pouvant être trop basique ou infusible, il est nécessaire d'employer des fontes de qualité, sans phosphore ni soufre. L'hétérogénéité de l'acier puddlé en fait un produit très inférieur à l'acier fondu au creuset. Mais sa production va temporairement dépasser celle de tous les autres aciers car l'acier puddlé peut se vendre 3 à 4 fois moins cher que n'importe quel acier fondu. L'acier puddlé reste cependant un produit marginal : au maximum, moins de 5 % de la production des fours à puddler concerne l'acier[note 10],[12].
Stagnation puis disparition du procédé
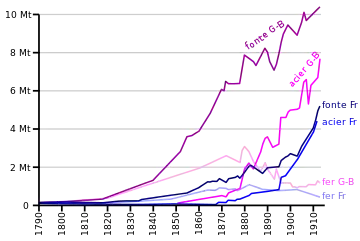
Gustave Eiffel construit sa tour en fer puddlé en 1889. Le procédé va donc survivre à l'apparition des convertisseurs Bessemer et Thomas, inventés respectivement en 1855 et 1877. En effet, la lenteur de l'opération permet un bon contrôle de son avancement, ce qui garantit la qualité du métal obtenu même si, à la même époque, la production d'acier vient de dépasser celle du fer en Grande-Bretagne[13].
Mais le puddlage reste gourmand en énergie : alors que le convertisseur n'utilise que la chaleur issue de la combustion d'éléments indésirables (silicium, carbone et phosphore), le puddlage demande une refusion de la charge. En outre, le rendement thermique d'un four à puddler ne dépasse pas 7 %[note 11], les fumées s'échappant du four sans communiquer leur chaleur à la charge. Les essais d'installations de récupérateurs de chaleur de Siemens buttent sur leur encrassement[L 12].
L'invention du convertisseur Martin-Siemens qui est lui aussi un four à réverbère, mais doté de récupérateurs de chaleur, provoque l'abandon progressif du puddlage au cours de la première moitié du XXe siècle[8]. En effet, ce four travaillant le métal à l'état liquide exige moins de main-d'œuvre et de combustible, tout en permettant l'élaboration d'aciers de qualité[note 12].
En 1870, la production de fer correspond à 7 fois celle de l'acier en France et 5 fois en Grande-Bretagne. Mais à partir de cette date il ne se construit presque plus de fours à puddler. En 1910, les proportions se sont inversées : la production de fer ne vaut même plus un cinquième de celle de l'acier dans ces deux pays[13].
Notes et références
Notes
- On relève cependant un brevet déposé le par Thomas et George Cranage, des forges de Colebrook Dale, et décrivant de manière précise un procédé de puddlage. Mais si au moins un témoignage oral a pu confirmer qu'un puddlage y a bien été réalisé, rien ne permet d'expliquer pourquoi le procédé n'a connu aucune expansion[P 1].
- Un fer contenant 1 % de silicium se casse de manière fragile vers 600 °C.
- Les fontes blanches, contenant peu de silicium, sont les plus faciles à décarburer. Mais elles sont aussi plus résistantes et difficiles à obtenir que les grises, ce qui en fait des fontes chères.
- L'oxydation du phosphore se fait en formant le pentoxyde de phosphore (P2O5) qui ne peut subsister que s'il est fixé par un laitier basique. Le soufre est plus difficile à ôter : plusieurs produits conviennent : magnésium, soude, carbure de calcium… mais nécessitent tous un laitier fortement basique.
- Le taux de carbone du mélange diminuant, la température restant constante dans le four, la température de fusion étant du type eutectique, la température de fusion du mélange augmente, provoquant une augmentation de la viscosité.
- On cingle la loupe pour en ôter les impuretés. Cette opération est distincte du forgeage, qui vient généralement après, et qui a pour objectif de donner une forme géométrique à la masse de métal.
- Cort propose donc un laminoir adapté au cinclage. Cet outil est plus productif que les marteaux mais cingle moins bien le métal. En 1865, Percy constate que ce laminoir a été abandonné pour le cinglage, les puddleurs recourant à nouveau aux marteaux[P 7].
- La séparation d'une gueuse de la grappe coulée dans le sable se fait en cassant le chenal d'amenée de la fonte. La morphologie de la cassure renseigne alors le fondeur sur la qualité de la fonte coulée.
- L'écrasement de la barre provoque des déformations qui sont perpendiculaires à la fibre du métal. L'essai étant réalisé sous la température de forgeage du fer puddlé, le fer n'a pas pu se ressouder, ce qui a provoqué la désagrégation de la structure fibreuse de la barre.
- En 1864, en France, il se produit 1 213 000 t de fonte, 791 000 t de fer, 24 552 t tonnes d'acier puddlé et d'acier naturel (en faible proportion), 6 977 t tonnes d'acier de cémentation et 6 750 t d'acier Bessemer. En Ariège, le quintal de fer puddlé et laminé se vend 30-36 Fr, l'acier puddlé 35-40 Fr, l'acier fondu 130 Fr.
- Pour comparaison, au début du XXe siècle, le rendement thermique d'un haut fourneau atteint 70 % et 25 % sur les fours Martin-Siemens[T 7].
- En 1906, le fer puddlé coûte de 10 à 20 % plus cher que l'acier le moins cher. Quant à l'acier obtenu par cémentation de fer puddlé, il coûte 3 fois plus cher que l'acier obtenu au convertisseur Martin-Siemens[14].
Références
- Adolf Ledebur, Manuel théorique et pratique de la métallurgie du fer, (voir dans la bibliographie)
- p. 366
- p. 367
- p. 371
- p. 388
- p. 372
- p. 387-389
- p. 383-384
- p. 383
- p. 386
- p. 387
- p. 389-392
- p. 377-381
- (en) Thomas Turner, The Metallurgy of Iron : By Thomas Turner…, (voir dans la bibliographie)
- p. 347
- p. 350
- p. 66
- p. 351
- p. 413
- p. 409
- p. 384
- Emmanuel-Louis Gruner, Traité de métallurgie — métallurgie générale, (voir dans la bibliographie)
- p. 168
- p. 175
- p. 171
- John Percy, Traité complet de métallurgie, (voir dans la bibliographie)
- Tome 3, p. 54-56
- Tome 4, p. 17
- Tome 4, p. 35
- Tome 3, p. 60
- Tome 4, p. 24-25
- Tome 3, p. 45
- Tome 1, p. LXIII
- Tome 4, p. 114-115
- Tome 4, p. 488-532
- Tome 4, p. 82
- Autres références
- (en) Richard Hayman, The shropshire wrought-iron industry c1600-1900 : A study of technological change, University of Birmingham, (lire en ligne), p. 88-89
- (en) « Famous person of Blaenau Gwent : Samuel Balwyn Rogers », Ebbw Vale, 1984 - 2011
- (en) William Henry Greenwood et A. Humbolt Sexton (relecteur), Iron : its sources, properties and manufacture, , 266 p. (lire en ligne), p. 196
- Corbion 2003, § Purple Ore
- E. L. Gruner et C.-R. Lan, État présent de la métallurgie en Angleterre, Dunod éditeur, (lire en ligne), p. 411-412
- (en) Hilary Bauerman, F.G.S (ill. J. B. Jordan), A treatise of the Metallurgy of Iron, Londres, Crosby Lockwood and Son, coll. « Weale's scientific & technical series / Mining and metallurgy », , 6e éd. (1re éd. 1868) (lire en ligne), p. 496-497
- Michel Cotte, « Ponts métalliques (repères chronologiques) », Encyclopædia Universalis (consulté le )
- Jacques Corbion (préf. Yvon Lamy), Le savoir… fer — Glossaire du haut-fourneau : Le langage… (savoureux, parfois) des hommes du fer et de la zone fonte, du mineur au… cokier d'hier et d'aujourd'hui, , § Puddlage
- (en) Albert Sauveur, The metallography of iron and steel, Londres, McGraw-Hill Book Company, , 440 p. (lire en ligne), chap. III, p. 3
- (en) Henry Bessemer, Sir Henry Bessemer, F.R.S. An autobiography, (lire en ligne), chap. XV
- « Tour Eiffel - Narrations », OTUA - Office Technique pour l'Utilisation de l'Acier (consulté le )
- Samson Jordan, Métallurgie du fer et de l'acier : études pratiques et complètes sur les divers perfectionnements apportés jusqu'à ce jour dans la fabrication de ces deux métaux, Librairie Centrale des Arts et Manufactures, , p. 319-328
- (en) Peter King, « The Production and Consumption of Bar Iron in Early Modern England and Wales », Economic History Review, vol. 58, no 1, , p. 1-33 (lire en ligne)
- (en) Bradley Stoughton, Ph.B., B.S., The Metallurgy of Iron and Steel, New York, McGraw-Hill Book Company, , 509 p. (lire en ligne), p. 63-64
Voir aussi
Bibliographie
- Adolf Ledebur (trad. Barbary de Langlade revu et annoté par F. Valton), Manuel théorique et pratique de la métallurgie du fer, Tome I et Tome II, Librairie polytechnique Baudry et Cie éditeur,
- (en) Thomas Turner (dir.), The Metallurgy of Iron : By Thomas Turner… : Being one of a series of treatises on metallurgy written by associates of the Royal school of mines, C. Griffin & company, limited, coll. « Griffin's metallurgical series », , 3e éd., 463 p. (ISBN 1-177-69287-2 et 978-1177692878, lire en ligne)
- Emmanuel-Louis Gruner, Traité de métallurgie — métallurgie générale, t. second, procédé de métallurgiques, chauffage et fusion, grillage, affinage et réduction, Dunod, (lire en ligne), partie I
- John Percy (trad. traduction supervisée par l'auteur), Traité complet de métallurgie, Paris, Librairie polytechnique de Noblet et Baudry éditeur, (lire en ligne)
- (en) Peter King, « The Production and Consumption of Bar Iron in Early Modern England and Wales », Economic History Review, vol. 58, no 1, , p. 1-33 (lire en ligne)
- (en) Richard Hayman, The shropshire wrought-iron industry c1600-1900 : A study of technological change, University of Birmingham, (lire en ligne), p. 88-89
Articles connexes
Liens externes
- Notices dans des dictionnaires ou encyclopédies généralistes :
 Portail de la métallurgie
Portail de la métallurgie  Portail des sciences des matériaux
Portail des sciences des matériaux  Portail du génie mécanique
Portail du génie mécanique  Portail de la production industrielle
Portail de la production industrielle