Soudage à l'arc à l'électrode enrobée
Le soudage à l'arc à l'électrode enrobée (SAEE ou MMA), soudage manuel ou soudage à la baguette, est l'un des procédés de soudage les plus utilisés.

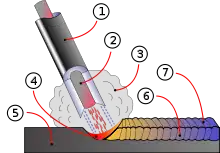
1) Enrobage
2) Électrode
3) Gaz protecteur
4) Bain de fusion
5) Métal de base
6) Cordon de soudure
7) Laitier
Lorsque l'on approche l'électrode enrobée des pièces à assembler, il se crée un arc électrique qui dégage un fort effet calorifique provoquant la fusion de l'électrode.
Électrode
L'électrode enrobée, ou baguette de soudage, est constituée d'une âme métallique et d'un enrobage.
Électrodes spéciales
- Carbures de tungstène, de chrome, de manganèse, de molybdène, de bore : dépose une couche de carbure pour améliorer la résistance à l'abrasion (électrode au + ou AC 45 V).
- Carbures de niobium : résistance aux chocs et à l'abrasion (électrode au + ou AC 45 V).
- Chanfreinage et gougeage (électrode au + ou AC 45-55 V).
- Chauffage (électrode au - ou AC 60 V).
- Perçage et découpage (électrode au - ou AC 45 V).
- Rechargement.
Âme métallique
C’est la partie métallique de l’électrode. C'est le métal d'apport déposé pour assembler les pièces. Elle compose le centre de l'électrode.
- Diamètres : 1,25 ; 1,6 ; 2 ; 2,5 ; 3,2 ; 4 ; 5 ; 6,3 ; 7 et 8 mm.
- Composition : aciers, alliages d’aluminium ou de cuivre, nickel, chrome.
Le rôle de l’âme :
- Conduit le courant ;
- Dépose le métal ;
- Crée l’arc électrique.
Enrobage
C’est un mélange complexe dont les composants sont choisis en fonction du métal à souder. Il forme le laitier qui remonte à la surface. Sa viscosité permet de varier les positions.
Pour éviter l'absorption d'humidité, on peut chauffer les électrodes au four (étuvage) avant de les utiliser. Certains enrobages sont résistants à l'absorption d'humidité mais leur efficacité ne dure que quelques heures.
Types d’enrobage :
- Cellulosique ;
- Oxydant ;
- Basique ;
- Rutile ;
- Acide.
Il peut être de différents types :
- A ou RA (acide) : adapté aux aciers ;
- B ou RB (basique) : à utiliser en courant continu, son laitier adhère peu, donne des soudures étanches ;
- C ou RC (cellulosique) : courant continu, adapté aux positions délicates, pénétration profonde, donne des soudures étanches, l'arc décroche facilement ;
- O (oxydant) : arc stable, pénètre peu, bel aspect des soudures ; (non-utilisé de nos jours car dégage trop de fumées, source de maladies professionnelles)
- R ou RR (rutile, TiO2) : arc stable, pénètre moyennement, donne des soudures étanches ;
- S : spécial.
Les électrodes ont des longueurs variées, 225 mm, 250 mm, 300 mm, 350 mm, 450 mm, 600 mm, ou 700 mm.
Composition
- Le potassium et le sodium, aux potentiels d'ionisation bas, maintiennent l'arc en place.
- La cellulose, les matières organiques et les carbonates dégagent du CO2.
- Les métaux en poudre : chrome, manganèse, nickel, silicium, titane et le graphite migrent dans le métal pour lui conférer leurs propriétés.
- L'hydrogène diffusible accélère la fonte de l'âme, et diminue les coûts de main-d'œuvre.
Rôles
- Électrique : meilleure ionisation qui améliore la stabilité de l’arc.
- Métallurgique : atmosphère gazeuse, le cratère protège le bain de fusion ; le laitier protège de l'oxydation, de l'effet de trempe, évacue les gaz prisonniers, sert d'isolant thermique. Il doit être nettoyé du cordon ; l'enrobage peut apporter des éléments d'addition modifiant les propriétés mécaniques (chrome, nickel, manganèse, etc.). Il ajoute le métal ; il sert de point d'appui pour les positions de soudure (position montante, verticale, etc.).
- Mécanique : le cratère évite le collage ; le laitier maintient le métal en fusion ; guide l’arc électrique.
Normes
Différentes normes permettent d'identifier les électrodes. Les plus courante La norme européenne (EN) La norme Américaine (AWS)
Norme européenne
- NF EN 499 : électrodes enrobées pour aciers non alliés et aciers à grain fin.
- Exemple : E 35 5 (2Ni) R 4 2 H5
- E : électrode enrobée
- 35 : limite d'élasticité, résistance mécanique et allongement
Code Limite élastique
(N/mm2)Résistance
(N/mm2)Allongement
(%)35 355 440 à 570 22 38 380 470 à 600 20 42 420 500 à 640 20 46 460 530 à 650 20 50 500 560 à 720 18
- 5 : température d'énergie moyenne de rupture à 47 J
Code Température 6 −60 °C 5 −50 °C 4 −40 °C 3 −30 °C 2 −20 °C 0 0 °C A 20 °C Z Aucune exigence
- 2Ni : composition chimique
Code Mn Mo Ni Champ vide 2,0 Mo 1,4 Mn Mo > 1,4 - 2,0 0,3 – 0,6 1Ni 1.4 0,6 – 1,2 2Ni 1.4 1,8 – 2,6 3Ni 1.4 >2,6 – 3,8 Mn1Ni >1,4 – 2,0 0,6 – 1,2 1NiMo 1,4 0,3 – 0,6 0,6 – 1,2 Z autre
- R : type d'enrobage
Code Enrobage A acide B basique C cellulosique O oxydant R rutile (TiO2) RA rutile acide RB rutile basique RC rutile et cellulose RR rutile épaisse S spécial
- 4 : rendement (quantité de métal déposée, les 100 % proviennent de l'âme, le reste de l'enrobage). Et type de courant.
Code Rendement Courant 1 ≤105 % alternatif, continu 2 ≤100 % continu 3 >105 ; ≤125 % alternatif, continu 4 >105 ; ≤125 % continu 5 >125 ; ≤160 % alternatif, continu 6 >125 ; ≤180 % continu 7 >160 % alternatif, continu 8 >160 % continu
- 2 : position de soudage
Code Position 1 Toutes positions 2 Toutes positions, sauf verticale descendante 3 Bout à bout à plat, en gouttière, en angle à plat 4 Bout à bout à plat, en gouttière 5 Verticale descendante, cf. code 3
- H5 : hydrogène diffusible
Code ml/100 g max H5 5 H10 10 H15 15
- NF EN 757 : pour aciers à haute résistance
- NF EN 1600 : pour aciers inoxydables et résistant aux températures élevées
Norme américaine
AWS signifie American Welding Society.
- AWS A5.1 : électrodes enrobées pour aciers (norme américaine)
- Exemple : E 60 1 0
- E : la lettre (E) indique que c’est une électrode
- 60 : résistance à la traction x 1 000 PSI
- 1 : position
Code Position 1 Toutes positions 2 Horizontal et à plat seulement 3 À plat seulement 4 À plat, par-dessous, horizontal, vertical descendant
- 0 :
- type de courant (AC : alternatif. DCEP : continu électrode au plus. DCEN : continu électrode au moins) ;
- quantité de poudre de fer par rapport au poids de l'enrobage ;
- dans certains cas, les deux derniers chiffres sont à prendre en compte.
Code Courant Arc Pénétration Enrobage Poudre de fer E--10 DCEP Pénétrant Profonde Cellulose, sodium 0 à 10 % E---1 AC, DCEP Pénétrant Profonde Cellulose, potassium 0 E---2 AC, DCEN Moyen Moyenne Rutile, sodium 0 à 10 % E---3 AC, DCEN, DCEP Faible Faible Rutile, potassium 0 à 10 % E---4 AC, DCEN, DCEP Faible Faible Rutile, poudre de fer 25 à 40 % E---5 DCEP Moyen Moyenne Peu d'hydrogène, sodium 0 E---6 AC, DCEP Moyen Moyenne Peu d'hydrogène, potassium 0 E---8 AC, DCEP Moyen Moyenne Peu d'hydrogène, poudre de fer 25 à 40 % E--20 AC, DCEN Moyen Moyenne Oxyde de fer, sodium 0 E--22 AC, DCEN, DCEP Moyen Moyenne Oxyde de fer, sodium 0 E--24 AC, DCEN, DCEP Faible Faible Rutile, poudre de fer 50 % E--27 AC, DCEN, DCEP Moyen Moyenne Oxyde de fer, poudre de fer 50 % E--28 AC or DCEP Moyen Moyenne Peu d'hydrogène, poudre de fer 50 % E--48 AC or DCEP Moyen Moyenne Peu d'hydrogène, poudre de fer 25 à 40 %
- AWS A5.5
- Exemple : E80 1 8 -B2
- E : électrode
- 80 : résistance à la traction minimale x 1 000 PSI
- 1 : position
- 8 : type de courant, poudre de fer…
- B2 : composition chimique
- ISO 2560-A
Le courant électrique
On peut modifier les paramètres tels que l'intensité ou la tension.
Le courant peut être alternatif ou continu.
Dans le cas du courant continu, la polarité joue un rôle important dans la qualité et l’aspect du cordon de soudure. Le choix de la polarité est dicté par le type d’électrode utilisée.
Polarité directe (négative)
- Électrode au pôle négatif (-).
- Pièce au pôle positif (+).
Note : température plus élevée du métal de base.
Bonne fusion du bain. Utilisé généralement pour les électrodes rutiles.
Polarité indirecte (positive)
- Électrode au pôle positif (+).
- Pièce au pôle négatif (-).
Note : température plus élevée du métal d’apport.
Utilisé généralement pour l’électrode basique.
Santé au travail
Les vapeurs émises lors de la soudure forment un aérosol de particules fines et de nanoparticules de tungstène, de chrome, de manganèse, de molybdène, argent, de bore... qui au-delà d'une certaine dose sont toxiques par inhalation ou ingestion. Le manganèse est notamment responsable du « manganisme », une maladie neurodégénérative incurable aussi dite « maladie des soudeurs » aujourd'hui reconnue dans certains pays (dont la France) comme maladie professionnelle.
Notes et références
Voir aussi
Articles connexes
Bibliographie
- NF EN ISO 2560, Électrodes enrobées pour le soudage manuel à l'arc des aciers non alliés et des aciers à grains fins
 Portail de la production industrielle
Portail de la production industrielle  Portail des sciences des matériaux
Portail des sciences des matériaux