Pressure regulator
A pressure regulator is a valve that controls the pressure of a fluid to a desired value, using negative feedback from the controlled pressure. Regulators are used for gases and liquids, and can be an integral device with a pressure setting, a restrictor and a sensor all in the one body, or consist of a separate pressure sensor, controller and flow valve.

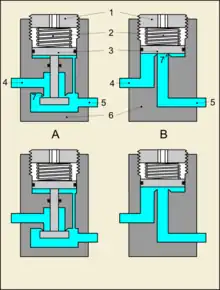
- 1. Pressure setting screw
- 2. Spring
- 3. Actuator
- 4. Inlet port (high pressure)
- 5. Outlet port (low pressure)
- 6. Valve body
- 7. Valve crown and seat
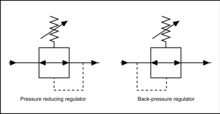
Two types are found: The pressure reduction regulator and the back-pressure regulator.
- A pressure reducing regulator is a control valve that reduces the input pressure of a fluid to a desired value at its output. It is a normally-open valve and is installed upstream of pressure sensitive equipment.[1]
- A back-pressure regulator, back-pressure valve, pressure sustaining valve or pressure sustaining regulator is a control valve that maintains the set pressure at its inlet side by opening to allow flow when the inlet pressure exceeds the set value. It differs from an over-pressure relief valve in that the over-pressure valve is only intended to open when the contained pressure is excessive, and it is not required to keep upstream pressure constant. They differ from pressure reducing regulators in that the pressure reducing regulator controls downstream pressure and is insensitive to upstream pressure.[2] It is a normally-closed valve which may be installed in parallel with sensitive equipment or after the sensitive equipment to provide an obstruction to flow and thereby maintain upstream pressure.[1]
Both types of regulator use feedback of the regulated pressure as input to the control mechanism, and are commonly actuated by a spring loaded diaphragm or piston reacting to changes in the feedback pressure to control the valve opening, and in both cases the valve should be opened only enough to maintain the set regulated pressure. The actual mechanism may be very similar in all respects except the placing of the feedback pressure tap.[2] As in other feedback control mechanisms, the level of damping is important to achieve a balance between fast response to a change in the measured pressure, and stability of output. Insufficient damping may lead to hunting oscillation of the controlled pressure, while excessive friction of moving parts may cause hysteresis.
Pressure reducing regulator
Operation
A pressure reducing regulator's primary function is to match the flow of gas through the regulator to the demand for fluid placed upon it, whilst maintaining a sufficiently constant output pressure. If the load flow decreases, then the regulator flow must decrease as well. If the load flow increases, then the regulator flow must increase in order to keep the controlled pressure from decreasing due to a shortage of fluid in the pressure system. It is desirable that the controlled pressure does not vary greatly from the set point for a wide range of flow rates, but it is also desirable that flow through the regulator is stable and the regulated pressure is not subject to excessive oscillation.
A pressure regulator includes a restricting element, a loading element, and a measuring element:
- The restricting element is a valve that can provide a variable restriction to the flow, such as a globe valve, butterfly valve, poppet valve, etc.
- The loading element is a part that can apply the needed force to the restricting element. This loading can be provided by a weight, a spring, a piston actuator, or the diaphragm actuator in combination with a spring.
- The measuring element functions to determine when the inlet flow is equal to the outlet flow. The diaphragm itself is often used as a measuring element; it can serve as a combined element.
In the pictured single-stage regulator, a force balance is used on the diaphragm to control a poppet valve in order to regulate pressure. With no inlet pressure, the spring above the diaphragm pushes it down on the poppet valve, holding it open. Once inlet pressure is introduced, the open poppet allows flow to the diaphragm and pressure in the upper chamber increases, until the diaphragm is pushed upward against the spring, causing the poppet to reduce flow, finally stopping further increase of pressure. By adjusting the top screw, the downward pressure on the diaphragm can be increased, requiring more pressure in the upper chamber to maintain equilibrium. In this way, the outlet pressure of the regulator is controlled.







Single stage regulator
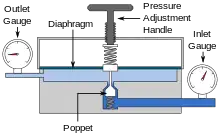
High pressure gas from the supply enters the regulator through the inlet port. The inlet pressure gauge will indicate this pressure. The gas then passes through the normally open pressure control valve orifice and the downstream pressure rises until the valve actuating diaphragm is deflected sufficiently to close the valve, preventing any more gas from entering the low pressure side until the pressure drops again. The outlet pressure gauge will indicate this pressure.
The outlet pressure on the diaphragm and the inlet pressure and poppet spring force on the upstream part of the valve hold the diaphragm/poppet assembly in the closed position against the force of the diaphragm loading spring. If the supply pressure falls, the closing force due to supply pressure is reduced, and downstream pressure will rise slightly to compensate. Thus, if the supply pressure falls, the outlet pressure will increase, provided the outlet pressure remains below the falling supply pressure. This is the cause of end-of-tank dump where the supply is provided by a pressurized gas tank. The operator can compensate for this effect by adjusting the spring load by turning the knob to restore outlet pressure to the desired level. With a single stage regulator, when the supply pressure gets low, the lower inlet pressure causes the outlet pressure to climb. If the diaphragm loading spring compression is not adjusted to compensate, the poppet can remain open and allow the tank to rapidly dump its remaining contents.
Double stage regulator
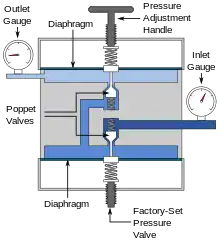
Two stage regulators are two regulators in series in the same housing that operate to reduce the pressure progressively in two steps instead of one. The first stage, which is preset, reduces the pressure of the supply gas to an intermediate stage; gas at that pressure passes into the second stage. The gas emerges from the second stage at a pressure (working pressure) set by user by adjusting the pressure control knob at the diaphragm loading spring. Two stage regulators may have two safety valves, so that if there is any excess pressure between stages due to a leak at the first stage valve seat the rising pressure will not overload the structure and cause an explosion.
An unbalanced single stage regulator may need frequent adjustment. As the supply pressure falls, the outlet pressure may change, necessitating adjustment. In the two stage regulator, there is improved compensation for any drop in the supply pressure.
Applications
Air compressors
Air compressors are used in industrial, commercial, and home workshop environments to perform an assortment of jobs including blowing things clean; running air powered tools; and inflating things like tires, balls, etc. Regulators are often used to adjust the pressure coming out of an air receiver (tank) to match what is needed for the task. Often, when one large compressor is used to supply compressed air for multiple uses (often referred to as "shop air" if built as a permanent installation of pipes throughout a building), additional regulators will be used to ensure that each separate tool or function receives the pressure it needs. This is important because some air tools, or uses for compressed air, require pressures that may cause damage to other tools or materials.
Aircraft
Pressure regulators are found in aircraft cabin pressurization, canopy seal pressure control, potable water systems, and waveguide pressurization.[3]
Aerospace
Aerospace pressure regulators have applications in propulsion pressurant control for reaction control systems (RCS) and Attitude Control Systems (ACS), where high vibration, large temperature extremes and corrosive fluids are present.[4]
Cooking
Pressurized vessels can be used to cook food much more rapidly than at atmospheric pressure, as the higher pressure raises the boiling point of the contents. All modern pressure cookers will have a pressure regulator valve and a pressure relief valve as a safety mechanism to prevent explosion in the event that the pressure regulator valve fails to adequately release pressure. Some older models lack a safety release valve. Most home cooking models are built to maintain a low and high pressure setting. These settings are usually 7 to 15 pounds per square inch (0.48 to 1.03 bar). Almost all home cooking units will employ a very simple single-stage pressure regulator. Older models will simply use a small weight on top of an opening that will be lifted by excessive pressure to allow excess steam to escape. Newer models usually incorporate a spring-loaded valve that lifts and allows pressure to escape as pressure in the vessel rises. Some pressure cookers will have a quick release setting on the pressure regulator valve that will, essentially, lower the spring tension to allow the pressure to escape at a quick, but still safe rate. Commercial kitchens also use pressure cookers, in some cases using oil based pressure cookers to quickly deep fry fast food. Pressure vessels of this sort can also be used as autoclaves to sterilize small batches of equipment and in home canning operations.
Water pressure reduction

A water pressure regulating valve limits inflow by dynamically changing the valve opening so that when less pressure is on the outside, the valve opens up fully, and too much pressure on the outside causes the valve to shut. In a no pressure situation, where water could flow backwards, it won't be impeded. A water pressure regulating valve does not function as a check valve.
They are used in applications where the water pressure is too high at the end of the line to avoid damage to appliances or pipes.
Welding and cutting
Oxy-fuel welding and cutting processes require gases at specific pressures, and regulators will generally be used to reduce the high pressures of storage cylinders to those usable for cutting and welding. Oxygen and fuel gas regulators usually have two stages: The first stage of the regulator releases the gas at a constant pressure from the cylinder despite the pressure in the cylinder becoming less as the gas is released. The second stage of the regulator controls the pressure reduction from the intermediate pressure to low pressure. The final flow rate may be adjusted at the torch. The regulator assembly usually has two pressure gauges, one indicating cylinder pressure, the other indicating delivery pressure. Inert gas shielded arc welding also uses gas stored at high pressure provided through a regulator. There may be a flow gauge calibrated to the specific gas.
Propane/LP gas
All propane and LP gas applications require the use of a regulator. Because pressures in propane tanks can fluctuate significantly with temperature, regulators must be present to deliver a steady pressure to downstream appliances. These regulators normally compensate for tank pressures between 30–200 pounds per square inch (2.1–13.8 bar) and commonly deliver 11 inches water column 0.4 pounds per square inch (28 mbar) for residential applications and 35 inches of water column 1.3 pounds per square inch (90 mbar) for industrial applications. Propane regulators differ in size and shape, delivery pressure and adjustability, but are uniform in their purpose to deliver a constant outlet pressure for downstream requirements. Common international settings for domestic LP gas regulators are 28 mbar for butane and 37 mbar for propane.
Gas powered vehicles
All vehicular motors that run on compressed gas as a fuel (internal combustion engine or fuel cell electric power train) require a pressure regulator to reduce the stored gas (CNG or Hydrogen) pressure from 700, 500, 350 or 200 bar (or 70, 50, 35 and 20 MPa) to operating pressure.)
Recreational vehicles
For recreational vehicles with plumbing, a pressure regulator is required to reduce the pressure of an external water supply connected to the vehicle plumbing, as the supply may be a much higher elevation than the campground, and water pressure depends on the height of the water column. Without a pressure regulator, the intense pressure encountered at some campgrounds in mountainous areas may be enough to burst the camper's water pipes or unseat the plumbing joints, causing flooding. Pressure regulators for this purpose are typically sold as small screw-on accessories that fit inline with the hoses used to connect an RV to the water supply, which are almost always screw-thread-compatible with the common garden hose.
Breathing gas supply
Pressure regulators are used with diving cylinders for Scuba diving. The tank may contain pressures in excess of 3,000 pounds per square inch (210 bar), which could cause a fatal barotrauma injury to a person breathing it directly. A demand controlled regulator provides a flow of breathing gas at the ambient pressure (which varies by depth in the water). Pressure reducing regulators are also use to supply breathing gas to surface-supplied divers,[5] and people who use self-contained breathing apparatus (SCBA) for rescue and hazmat work on land. The interstage pressure for SCBA at normal atmospheric pressure can generally be left constant at a factory setting, but for surface supplied divers it is controlled by the gas panel operator, depending on the diver depth and flow rate requirements. Supplementary oxygen for high altitude flight in unpressurised aircraft and medical gases are also commonly dispensed through pressure reducing regulators from high-pressure storage.[6][7]
Supplementary oxygen may also be dispensed through a regulator which both reduces the pressure, and supplies the gas at a metered flow rate, to be mixed with ambient air.[8] One way of producing a constant mass flow at variable ambient pressure is to use a choked flow, where the flow through the metering orifice is sonic. For a given gas in choked flow, the mass flow rate may be controlled by setting the orifice size or the upstream pressure. To produce a choked flow in oxygen, the absolute pressure ratio of upstream and downstream gas must exceed 1.893 at 20°C. At normal atmospheric pressure this requires an upstream pressure of more than 1.013 × 1.893 = 1.918 bar. A typical nominal regulated gauge pressure from a medical oxygen regulator is 3.4 bars (50 psi), for an absolute pressure of approximately 4.4 bar and a pressure ratio of about 4.4 without back pressure, so they will have choked flow in the metering orifices for a downstream (outlet) pressure of up to about 2.3 bar absolute. This type of regulator commonly uses a rotor plate with calibrated orifices and detents to hold it in place when the orifice corresponding to the desired flow rate is selected. This type of regulator may also have one or two uncalibrated takeoff connections from the intermediate pressure chamber with diameter index safety system (DISS) or similar connectors to supply gas to other equipment, and the high pressure connection is commonly a pin index safety system (PISS) yoke clamp.[9] Similar mechanisms can be used for flow rate control for aviation and mountaineering regulators.
Mining industry
As the pressure in water pipes builds rapidly with depth, underground mining operations require a fairly complex water system with pressure reducing valves. These devices must be installed at a certain vertical interval, usually 600 feet (180 m). Without such valves, pipes could burst and pressure would be too great for equipment operation.
Natural gas industry
Pressure regulators are used extensively within the natural gas industry. Natural gas is compressed to high pressures in order to be distributed throughout the country through large transmission pipelines. The transmission pressure can be over 1,000 pounds per square inch (69 bar) and must be reduced through various stages to a usable pressure for industrial, commercial, and residential applications. There are three main pressure reduction locations in this distribution system. The first reduction is located at the city gate, whereas the transmission pressure is dropped to a distribution pressure to feed throughout the city. This is also the location where the odorless natural gas is odorized with mercaptan. The distribution pressure is further reduced at a district regulator station, located at various points in the city, to below 60 psig. The final cut would occur at the end users location. Generally, the end user reduction is taken to low pressures ranging from 0.25 psig to 5 psig. Some industrial applications can require a higher pressure.
Back-pressure regulators
- Maintain upstream pressure control in analytical or process systems[1]
- Protect sensitive equipment from overpressure damage[1]
- Reduce the pressure difference over a component which is not tolerant of large pressure differences.[10]
- Gas sales lines[11]
- Production vessels (e.g., Separators, heater treaters or free water knockouts)[11]
- Vent or flare lines[11]
Hyperbaric chambers
Where the pressure drop on a built-in breathing system exhaust system is too great, typically in saturation systems, a back-pressure regulator may be used to reduce the exhaust pressure drop to a safer and more manageable pressure.[10][12]
Reclaim diving helmets
The depth at which most heliox breathing mixtures are used in surface-supplied diving is generally at least 5 bar above surface atmospheric pressure, and the exhaust gas from the diver must pass through a reclaim valve, which is a back-pressure valve activated by the increase in pressure in the diver's helmet caused by diver exhalation.[13][14] The reclaim gas hose which carries the exhaled gas back to the surface for recycling must not be at too great a pressure difference from the ambient pressure at the diver. An additional back-pressure regulator in this line allows finer setting of the reclaim valve for lower work of breathing at variable depths.[15]
See also
- Built-in breathing system – System for supply of breathing gas on demand within a confined space
- Control valve – Flow control device
- Negative feedback – Reuse of output to stabilize a system
References
- "Pressure Regulator vs. Backpressure Regulator: When to use one or the other…and when to use both!". plastomatic.com. Retrieved 19 March 2020.
- "Definition of Back Pressure Regulator: What do back pressure regulators do?". www.equilibar.com. Retrieved 19 March 2020.>
- "Aircraft Pressure Regulators". www.valcor.com. Retrieved 19 March 2020.
- "Aerospace Pressure Regulators". www.valcor.com. Retrieved 19 March 2020.
- NOAA Diving Program (U.S.) (28 February 2001). Joiner, James T (ed.). NOAA Diving Manual, Diving for Science and Technology (4th ed.). Silver Spring, Maryland: National Oceanic and Atmospheric Administration, Office of Oceanic and Atmospheric Research, National Undersea Research Program. ISBN 978-0-941332-70-5. CD-ROM prepared and distributed by the National Technical Information Service (NTIS)in partnership with NOAA and Best Publishing Company
- "Aviation Supplemental Oxygen". www.cfinotebook.net. Archived from the original on 19 February 2023. Retrieved 12 July 2023.
- "14 CFR § 25.1439 - Protective breathing equipment". www.law.cornell.edu. Retrieved 2 August 2023.
- Tiep, B.; Carter, R. (2008). "Oxygen conserving devices and methodologies". Chronic Respiratory Disease. crd.sagepub.com. 5 (2): 109–114. doi:10.1177/1479972308090691. PMID 18539725. S2CID 6141420.
- "Service Manual: Mini Regulator" (PDF). www.floteco2.com. Retrieved 9 August 2023.
- "A Lightweight, and Extremely Robust, Built In Breathing System for Hyperbaric Chambers" (PDF). Aberdeen, Scotland: C-Tecnics Ltd. Archived from the original (PDF) on 25 September 2018. Retrieved 25 September 2018.
- Port, Jeff (21 May 2019). "Back Pressure Regulator vs Pressure Reducing Regulator: What's the Difference?". blog.kimray.com. Retrieved 19 March 2020.
- "Divex back pressure regulator". Retrieved 19 March 2020.
- "Gas reclaim back pressure regulator". Retrieved 19 March 2020 – via patents.google.com.
- "Helmet gas reclaim valve". www.subspec.it. Retrieved 19 March 2020.
- "Reclaim Basic Set Up" (PDF). www.subseasa.com. Retrieved 10 March 2020.