Moldeo a la cera perdida
El moldeo a la cera perdida, fundición a la cera perdida o vaciado a la cera perdida es un procedimiento escultórico que permite obtener figuras de metal (generalmente bronce y oro) por medio de un molde que se elabora a partir de un prototipo tradicionalmente modelado en cera de abeja, escayola u otro material. Esta tecnología fue desarrollada en la Antigüedad de manera independiente y paralela por los sumerios, indios, chinos, mesoamericanos e incas, la cual fue adoptada por civilizaciones contemporáneas o posteriores.
_a_forma_di_serpente%252C_IX-XI_sec%252C_oro_sbalzato_01.JPG.webp)

Para la fabricación de objetos con la técnica de moldeo a la cera perdida, se utiliza un modelo en cera. Este modelo previo es rodeado de una gruesa capa de material refractario que se solidifica; una vez endurecido, se mete en un horno, que derrite la figura de cera, saliendo esta por unos orificios creados al efecto (de ahí su denominación) y, en su lugar, posteriormente, se inyecta el metal fundido, que adopta la forma exacta del modelo. Para extraer la figura es necesario retirar el molde.
La principal ventaja de este procedimiento es la estrecha tolerancia dimensional, que no puede conseguirse mediante otros procesos. Es posible conseguir dimensiones ajustadas de 0,002 mm por mm. Es un proceso en el que tenemos que controlar numerosas variables, pero obtenemos un acabado superficial excelente. Es un proceso caro, por lo que se utiliza para la fabricación de preseries, prototipos y reproducciones artísticas, pudiendo ser utilizado en volúmenes de producción bajos.
Esta forma de trabajar el metal (bronce), requiere un largo, costoso y complicado proceso junto con una perfecta y adecuada combinación de diversos oficios: para el proyecto general y la coordinación, los escultores; para los primeros pasos, los moldeadores; para la labor de horneado, los fundidores y para el acabado, los cinceladores y patinadores.
La técnica tradicional de la cera perdida con bronce
Trabajo con el modelo
Se elabora un modelo provisional de cera, escayola u otro material, generalmente rígido, siguiendo o reproduciendo el diseño que ha ideado el artista. Si la obra va a ser monumental, los modelos iniciales se hacen a escala, para trabajar más cómodamente. La utilización de la cera se debe a que su textura, dúctil y blanda, permite modelar con más facilidad, hacer tanteos y añadir o quitar elementos con gran detallismo y provecho. Actualmente existen otros materiales que pueden sustituir a la cera de abeja para la realización del modelo como son la parafina, arcillas poliméricas, etc.
- Proceso de Moldeo a la cera perdida

Modelo de una manzana en cera de abeja 
El mismo modelo realizado en parafina 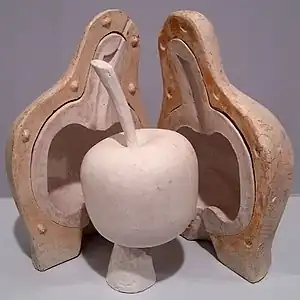
Modelo hecho en escayola con un molde bivalvo  Molde macizo de arcilla refractaria, parcialmente abierto, para que pueda apreciarse la colocación de los bebederos y los clavos de sujeción; además del orificio principal y el alma o macho
Molde macizo de arcilla refractaria, parcialmente abierto, para que pueda apreciarse la colocación de los bebederos y los clavos de sujeción; además del orificio principal y el alma o macho
La escultura de bronce recién extraída, con los «bebederos» antes del acabado
A veces se realiza un paso intermedio para conseguir mayor perfección. Sobre el modelo original se construye un molde para obtener tantas copias en cera como necesitemos obtener. La mayoría de los moldes de esculturas se hacían en yeso, pero se pueden también hacer flexibles con silicona, u otro material similar, sujeta por una madreforma de escayola, resina más fibra de vidrio u materiales. El número de piezas del molde será menor en un molde flexible, pero el molde de escayola es económicamente más barato.
Dentro de ese molde se verterá la cera de la reproducción a fundir. Esta cera suele tener dos capas. La exterior es una cera blanda con mayor capacidad para copiar los detalles del molde. La interior, cuando sea necesaria, más rígida para dar consistencia a la reproducción. Generalmente las ceras van a tener un grosos uniforme que será el que tendrá posteriormente el metal. El molde debe ser prácticamente estanco, lo que obliga a fijarlo fuertemente con unos ganchos. Cuando la cera vertida endurece, se abre y se extrae el modelo de cera. Endurecida la escayola, la pieza se "desmolda", obteniendo una reproducción en positivo casi idéntica al modelo original, que se debe repasar para corregir posibles errores, burbujas, rebabas de la línea de unión de las piezas del molde, etc.
Creación del molde
Partiendo de un modelo elaborado en cera (un material maleable y fácilmente fundible), este se forra con un material maleable pero que endurezca despacio (escayola o arcilla) y que sea refractario (que resista la acción del fuego sin alterarse). Se aplican tantas capas como sea necesario, para crear un molde hermético, de una sola pieza.
Se colocan soportes de acero o de otro metal (“clavos” o “alambres”) que se introducen en el modelo para sujetar el núcleo, que habrá de formar la parte hueca de la escultura. Igualmente, se suelen abrir pequeños orificios, llamados “bebederos”, que se pueden realizar colocando canutos de papel encerado, que atraviesan el molde. Por el orificio principal, en forma de embudo, se vierte el material fundido. Actualmente, la primera capa se hace de material cerámico refractario, de gran precisión, compuesto de polvo de sílice, el resto puede ser de ladrillo refractario más basto.
Cuando se ha endurecido el molde definitivo, con sus “bebederos” y “clavos”, si la escultura es pequeña, se puede verter directamente el bronce fundido hasta amacizarlo. Si la figura es monumental es conveniente conseguir que sea hueca, pues la cantidad de bronce puede ser excesiva, repercutiendo tanto en peso como en coste económico.
Para obtener una escultura hueca se vierte por el orificio principal una pequeña cantidad de cera que quede adherida a las paredes del molde cubriendo por completo su superficie interna; se pueden verter varias capas para obtener un mayor grosor de la futura capa de bronce. A este proceso se le conoce como el método directo, que fue el primero en ser desarrollado y que no permite que existan más reproducciones de la misma obra, ya que se pierde durante el proceso.[1] El interior sigue quedando vacío y se rellena con una sustancia que va a actuar como un núcleo provisional: una solución de ladrillo poroso molido y escayola, por lo que al endurecer queda un alma ligera pero maciza y resistente, sujeta por los “clavos” del molde, de modo que no se mueve y no deforma la cera. El molde, convertido en un bloque sólido y resistente, ya se puede llevar al horno de mufla.
En el método indirecto, se hace un molde de la pieza a reproducir. Este consta de una parte blanda, que se hace en la actualidad con silicona, antes del siglo XX se usaba la gelatina. Tiene un contramolde rígido, que puede ser de yeso o fibra de vidrio. Por medio de baños se va añadiendo la cera, hasta lograr el grosor deseado. Este molde puede ser reutilizado para generar más originales múltiples.
Proceso de fundición
Al introducir el molde en la mufla, en posición invertida, la cera se derrite y sale por los “bebederos” o por el orificio principal, pero el núcleo queda fijado por los clavos manteniendo la misma separación y disposición y dejando un hueco homogéneo entre el alma y el molde. Ese hueco es el que será rellenado por el bronce fundido al ser vertido por el orificio principal. Los metales disminuyen su volumen al solidificarse, por lo que, para evitar que se produzcan cavidades al contraerse el metal que conforma la pieza final, la solidificación ha de comenzar en las partes de menor tamaño y más alejadas de los bebederos, continuando de manera gradual en dirección de las mazarotas o respiraderos, los cuales facilitan la salida de aire, asegurando que no queden burbujas ni restos de cera o escayola. En los respiraderos se tiene el metal a mayor temperatura y con cierta presión hidrostática, con la finalidad de llenar los huecos que se vayan formando debido a la contracción del metal. El proceso puede llegar a durar desde decenas de horas a varios días, dependiendo tanto del tamaño de la figura como del espesor de la misma (recordemos que las piezas pequeñas pueden fundirse y desmoldarse sin necesidad de núcleo).
Desmoldado y acabado
Una vez enfriado el bronce, se procede al desmoldado, que solo puede hacerse destruyendo el bloque de material refractario (puesto que este es de una sola pieza y no es posible abrirlo sin romperlo). La figura aislada resultante es de textura áspera, porosa y con imperfecciones, junto con los restos de los «bebederos». Es necesario que el artista corte los «bebederos», lime, pula y abrillante la superficie. Si hay huecos hechos por burbujas, se rellenarían con metal fundido y se limarán hasta lustrar el metal. En la actualidad es común usar arena muy fina proyectada a gran velocidad para el acabado (sandblasting). Los remates posteriores son tan laboriosos como los de una obra de orfebrería, y van desde, añadir pátinas y diferentes colores, bien por medio de productos químicos y aplicación de calor (generalmente, con un soplete, que oxida el metal dándole un tono distinto).
También se añaden complementos de todo tipo, por ejemplo en la cultura griega, los broncistas griegos forraban los labios de sus estatuas con cobre, para que fuesen más rojizos, incrustaban pasta vítrea blanca para dientes y ojos, pasta negra para el iris, se añadían las pestañas. Por supuesto, se hacen cincelados y grabados para los detalles del pelo o imitación de dibujos del ropaje, etc. A veces, se incluyen diversos aditamentos, como armamento, símbolos, coronas. En efecto, era normal que los grandes conjuntos escultóricos de bronce fueran fundidos por fragmentos separados, tal es el caso de la estatua ecuestre del emperador Marco Aurelio, en el que caballo y humano se hicieron independientemente, así como los arreos, armas y otros ornamentos.
- Ejemplos de moldeo a la cera perdida en el mundo
 Perseo, de Benvenuto Cellini, en bronce, Italia, siglo XVI.
Perseo, de Benvenuto Cellini, en bronce, Italia, siglo XVI..jpg.webp) Figura budista en bronce Sri Lanka, siglo VIII.
Figura budista en bronce Sri Lanka, siglo VIII.
 Contrapeso para pesar polvo de oro, Costa de Marfil, siglo XIX.
Contrapeso para pesar polvo de oro, Costa de Marfil, siglo XIX. Pendiente de la cultura tairona en oro, Colombia, siglos X-XV.
Pendiente de la cultura tairona en oro, Colombia, siglos X-XV.

 Campana de bronce, Paryeong, Corea, siglo XVII.
Campana de bronce, Paryeong, Corea, siglo XVII. Cántaro de bronce Irán, siglo VII.
Cántaro de bronce Irán, siglo VII.

Referencias
- Albadalejo González, Juan Carlos y Rodríguez González, Iván (2006). «Fundición a la cera perdida: Cellini y la magnetita». Revista de bellas artes: revista de artes plásticas, estética, diseño e imagen. Número 4 (páginas 13-28). ISSN 1695-761X.
- Corredor Martínez, Juan Antonio. (1999) "Técnicas de Fundición Artística" Editorial Universidad de Granada ISBN 84-338-2306-X
- Kohl, R; Alcoba, M.; Bruno, M.; Varela, P.; Contella, N y Radevich, O. (2003). «Fundición a la cera perdida: materiales para modelo». Jornadas Sociedad Argentina de Materiales-Sociedad Chilena de Metalurgia y Materiales. Revista de Metalurgia (Simposio Materia 2002). ISSN 0034-8570.
- FR. Morral, E. Jimeno y E. Molera. Metalurgia general. Tomo 2;. Reverté, SA.
- Rama, Jean Pierre (2003). "Le Bronze D'Art et ses Tecniques" Éditions H. Vial. ISBN 2-85101-019-0
Véase también
Notas
- Hunt, L.B. The Long History of Lost Wax Casting. Consultado el 11 de junio de 2016.
Bibliografía
- Rodríguez, Carlos Armando (1992). Instituto Vallecaucana de investigaciones científicas INCIVA, Fundación hispanoamericana de Cali, Embajada de España en Colombia, ed. Tras las huellas del hombre prehispánico y su cultura en el valle del Cauca. Cali.
- Bronce dorado en El Escorial, Año 2014, Editor Las cocheras del Rey. Autor Manuel Rincón Álvarez
Enlaces externos
- Eduardo Soriano: La fundición a la cera perdida.
- Bronze casting en The Fitzwilliam Museum(Paso a paso interactivo con texto en inglés).
- Youtube: Microfusión. Fundición a la cera perdida
| Control de autoridades |
|
|---|
 Datos: Q765814
Datos: Q765814 Multimedia: Lost-wax casting / Q765814
Multimedia: Lost-wax casting / Q765814