Composite à matrice céramique
Les composites à matrice céramique ou CMC sont des matériaux composites faisant partie des céramiques techniques. Ils sont caractérisés par un ensemble de fibres céramiques incorporées dans une matrice également céramique. Fibres et matrice peuvent en principe être constituées de toutes les céramiques connues, en y incluant même le carbone.
Pour les articles homonymes, voir CMC.

Cet article décrit les composites actuellement disponibles industriellement, les principaux procédés de fabrication, les propriétés essentielles ainsi que quelques exemples de développements et d'applications fructueuses de ce groupe relativement récent de matériaux.
Introduction
Dans les développements et applications des céramiques composites, on utilise principalement des fibres de carbone (C) et de carbure de silicium (SiC), et parfois des fibres d'oxyde d'aluminium ou alumine (Al2O3), ou des cristaux mixtes d'alumine et d'oxyde de silicium ou silice (SiO2) appelés mullite (3Al2O3, 2SiO2). Les matériaux utilisés pour la matrice dans les applications techniques sont actuellement principalement l'alumine, la mullite, le carbone et le carbure de silicium[1].
Le développement de ces céramiques a surgi des problèmes rencontrés dans l'utilisation des céramiques techniques conventionnelles, comme l'alumine, le carbure de silicium utilisé souvent sous forme frittée sous l’abréviation SSiC (de l'anglais Sintered Silicon Carbide), le nitrure d'aluminium (AlN), le nitrure de silicium (Si3N4), l’oxyde de zirconium(IV) ou zircone (ZrO2) : tous ces matériaux se brisent aisément sous des contraintes mécaniques ou thermiques, parce que même de petites imperfections ou rayures en surface peuvent devenir le point de départ d'une fêlure. Le matériau n'oppose à la propagation de la fêlure qu'une faible résistance, comme le verre, contrairement aux métaux plus ductiles. Cela donne un comportement cassant caractéristique, qui complique ou même empêche beaucoup d'usages. Les travaux qui ont eu pour but de limiter ce comportement par l'inclusion de particules hétérogènes, petites fibres monocristallines ou barbes, ou de petites plaques (platelets), n'ont amélioré que modestement leur résistance à la fracture, et n’ont eu d'applications pratiques que dans certains outils coupants céramiques.
Ce n'est qu'avec l'utilisation de longues fibres pour le renfort de la céramique qu'on a pu améliorer de façon drastique la résistance à la rupture, ainsi que d'autres propriétés comme la possibilité d'allongement, la résistance à la rupture et au choc thermique, ce qui a ouvert et ouvre encore de nouveaux champs d'application.
D'habitude, on décrit les CMC sous la forme « type de fibre/type de matrice ». Ainsi « C/C » décrit du carbone renforcé par des fibres de carbone, « C/SiC » du carbure de silicium renforcé par des fibres de carbone. Si l'on veut inclure dans l’abréviation le mode de fabrication, on utilise le schéma « procédé-fibre/matrice ». On désignera le carbure de silicium renforcé par fibres de carbone au moyen du procédé d'infiltration de polymère liquide (LPI) par « LPI-C/SiC ». Ce type d'abréviation sera utilisé ci-dessous.
Les principaux CMC actuellement disponibles industriellement sont C/C, C/SiC, SiC/SiC, AdR/IEn et Al2O3/Al2O3. Ils diffèrent des céramiques techniques conventionnelles principalement par les propriétés suivantes qui seront détaillées ci-après.
- Allongement avant cassure agrandi jusqu'à 1 %
- significativement meilleure résistance à la cassure
- résistance extrême au choc thermique
- meilleure résistance aux charges dynamiques
- propriétés anisotropes définies par l’orientation des fibres
Remarques sur les fibres céramiques

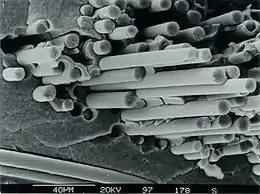
Une fibre, également appelé monofilament, a un diamètre compris entre 6 et 20 micron. Sous le nom de fibre céramique, dans le contexte des composites, on ne comprend pas seulement, comme pour les céramiques techniques, des structures de matériaux polycristallins, mais aussi des matériaux avec un arrangement des atomes amorphe. En raison de la haute température de fabrication des composites, l'utilisation de fibres non seulement organiques, mais même en métal ou en verre, est exclue. Seules des fibres céramiques résistant aux hautes températures : alumine cristalline, mullite, carbure de silicium cristallin, zircone, carbone avec les plans graphitiques orientés le long de la fibre, ainsi que carbure de silicium amorphe sont utilisés en pratique. Toutes ces fibres « céramiques » se caractérisent par un allongement à la rupture atteignant jusqu'à 2 %, bien supérieur à celui des céramiques normales (de 0,05 à 0,1 %). La cause en est que les fibres céramiques contiennent divers additifs définis par le fabricant (p. ex. de l’oxygène, du titane, de l'aluminium), sans lesquels les fibres de SiC ne pourraient pas atteindre un allongement à la rupture de 2 % et une résistance à la traction de plus de 3 000 MPa.
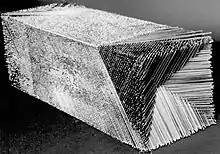
Avec ces propriétés, les fibres peuvent aussi être tissées en structures à deux ou trois dimensions (voir figure). Dans le travail, par exemple le tissage, les fibres doivent présenter de hautes résistances à la traction et résister à de petits rayons de courbure.
Fils et renfort fibreux
Les fils sont en fait les produits de base que l’on trouve sur le marché. Ce sont eux qui servent à la réalisation des matériaux composites.
Ils comportent de 500 monofilaments (pour les fils les plus fins) à 320 000 monofilaments (pour les plus gros câbles).
Au sein d’un fil, compte tenu du grand nombre de monofilaments, la dispersion intrinsèque des propriétés à rupture des fibres se trouve moyennée. C’est cette valeur qui est affichée par les producteurs.
Compte tenu de leur faible diamètre et de leur fort allongement à rupture, les fibres, malgré leur module très élevé, peuvent être facilement cintrées. De ce fait il est possible d’utiliser les machines textiles standards pour réaliser des renforts fibreux adaptés à la géométrie et aux sollicitations des pièces à réaliser.
Tous les procédés de fabrication de renforts textiles utilisés dans les composites à matrice organique (de type Carbone-époxy par exemple) sont également utilisés pour les CMC : tissage, tressage, nappage, bobinage.
Les pièces qui sont réalisées avec des CMC sont des pièces qui travaillent en température (de 400 à plus de 3 000 °C) et qui présentent des champs de température hétérogènes variant au cours du temps. De ce fait les pièces sont soumises à des champs de contraintes d’origine thermique (champ de dilatation thermique hétérogène) créateurs de contraintes de traction et de cisaillement dans toutes les directions. Un matériau uniquement constitué d’un empilement de strates de tissus 2D périrait rapidement par délaminage (fissuration de la matrice entre les couches de tissus). C’est pourquoi la plupart des pièces en CMC utilisent des renforts fibreux de type 2,5 ou nD (avec n ≥ 3).
Les techniques de réalisation de renforts multidirectionnels les plus employés sont l’aiguilletage, le tissage multicouche, le tressage multicouche et le 4D.
Une structure 4D est réalisée en disposant des baguettes (obtenues par pultrusion de fils) selon les directions des 4 diagonales d’un cube.
Les renforts fibreux multidirectionnels sont caractérisés par :
- Un taux de fibres global compris entre 20 et 40 %
- Une distribution de la taille des pores avec deux domaines : une porosité intra fil de l’ordre du micron et une porosité inter fils pouvant aller de 50 à 500 µm
Procédés de fabrication
La fabrication de pièces en céramique composite suit en règle générale trois étapes :
- Dépôt et fixation des fibres sous la forme souhaitée pour la pièce
- Apport de la matrice céramique entre les fibres
- Finissage, et si besoin étapes ultérieures, comme l'addition de couches supplémentaires
Enfin, et pour tous les types, les première et dernière étapes sont à peu près les mêmes :
La première étape est le dépôt et la fixation des fibres (rovings), semblable à l'étape analogue dans la fabrication des polymères composites : par exemple, le dépôt d'un tissu de fibres, l'enroulement, le tressage ou le tricotage des fibres.
La dernière étape est d'habitude l'usage de techniques d'usinage conventionnelles : meulage, alésage, rodage ou fraisage, avec des outils de diamant comme pour toutes les céramiques. En raison des propriétés spéciales des composites, on peut aussi utiliser sans problème des techniques de découpage par jet d'eau ou laser.
La deuxième étape est pratiquée actuellement au moyen de cinq procédés différents pour faire entrer la matrice céramique entre les fibres :
- Dépôt de la céramique à partir d'un mélange gazeux
- Création par pyrolyse d'un polymère contenant des atomes de Si et de C.
- Création par réaction chimique
- Création par frittage à température plus basse (1 000 à 1 200 °C)
- Création par électrophorèse de poudre céramique
Le cinquième procédé n'en est pas encore à l'exploitation industrielle.
Tous les autres connaissent déjà des variantes, qui se distinguent par des détails techniques, ou par leurs combinaisons. On peut les consulter dans des ouvrages spécialisés, dans les revues techniques et dans les comptes-rendus de congrès. Il ne sera traité dans la suite de l'article que d'une description simplifiée.
Les trois premiers procédés sont pratiquement utilisés pour la fabrication des composites non oxydes, le quatrième pour la fabrication des oxydes.
Tous ces procédés ont un point commun : comme il sera montré par la suite, ils conduisent à une matrice poreuse.
Dépôt de la matrice à partir d'un mélange de gaz
Ce procédé est dérivé de celui de dépôt de couches, dans lequel un certain gaz, ou mélange de gaz, dépose du matériau sur un substrat chauffé. On le désigne par les initiales CVD (de l'anglais Chemical Vapor Deposition, ou dépôt chimique en phase vapeur).
Pour l'utilisation de ce procédé, après avoir formé une structure de fibres avec la forme de la pièce à construire, le matériau se dépose à la surface des fibres à la surface et à l'intérieur de la pièce. On appelle aussi ce procédé « Infiltration de gaz chimique » (Chemical Vapour Infiltration ou CVI).
Un exemple en est le procédé de fabrication de C/C : un modèle en fibres de carbone est sous certaines conditions de pression (en général moins de 100 hPa) et de température (en général plus de 1 000 °C traversé par un mélange d'argon et de méthane (CH4) ou de propane (C3H8). Ces gaz craquent à la surface des fibres, y déposant du carbone tandis que le dihydrogène provenant de leur décomposition est entraîné par l’argon.
Un autre exemple est le dépôt de carbure de silicium. Pour cela, on utilise généralement un mélange d'hydrogène, qui sert de catalyseur, et de méthyltrichlorosilane (MTS, de formule CH3SiCl3), qui joue aussi un rôle dans la fabrication des silicones. Les atomes de carbone et de silicium de la molécule de MTS forment sur toute surface chauffée à plus de 800 °C du carbure de silicium, tandis que les atomes résiduels d'hydrogène et de chlore se combinent pour former du HCl qui est entraîné par le courant d'hydrogène.
Ce procédé forme obligatoirement des pores fermés, quand les ouvertures où passe le gaz sont toutes fermées par les dépôts.
Création de matrice par pyrolyse de polymères contenant du carbone et du silicium
Certains polymères hydrocarbonés donnent du carbone par pyrolyse, en diminuant de volume et en dégageant du gaz. Les polymères où une partie des atomes de carbone sont remplacés par du silicium, appelés carbosilanes, donnent par pyrolyse de la même manière, du carbure de silicium amorphe, la plupart du temps enrichi en carbone, avec une diminution de volume et un dégagement gazeux.
Les fibres, les tissus de fibres, simples ou en superposition, ou encore les constructions à trois dimensions en fibres sont imprégnés, ou infiltrés, avec ces polymères. Cet ensemble est alors durci et pyrolysé, ce qui le fixe. Comme le volume de la matrice a alors diminué, elle présente une grande porosité, qui n'est pas acceptable pour la majorité des applications. Pour atteindre une porosité convenable, il faut en général de cinq à huit cycles d'imprégnation, de durcissement et de pyrolyse pour achever la pièce brute.
Ce procédé est souvent dénommé Liquid Polymer Infiltration, abrégé en LPI, ou encore Polymer Infiltration and Pyrolysis ou PIP.
Ici aussi, il reste une porosité du produit final, car tous les polymères diminuent de volume à la pyrolyse. La porosité diminue à chaque cycle d'infiltration et de pyrolyse, mais contrairement au procédé CVI, il reste des pores ouverts à cause du caractère discontinu des cycles, et de la viscosité du polymère, bien supérieure à celle du gaz.
Création de matrice par réaction chimique
Dans ce procédé, on dispose déjà un matériau entre les fibres, qui va réagir avec une autre matière pour donner la matrice souhaitée. La fabrication de céramiques conventionnelles utilise de la même manière ce genre de réaction : c'est ainsi que le nitrure de silicium obtenu par réaction est fabriqué par la réaction entre la poudre de silicium et l’azote, le carbone poreux est transformé par le silicium en carbure de silicium avec un certain excès de silicium, ce que l'on appelle « SiSiC ».
Un exemple de fabrication de composites par ce procédé est appelé infiltration de fondu dirigée : de l'aluminium fondu entre les fibres est transformé en matrice d'alumine par l’apport d'oxygène. Des composés d'alliage dans le métal fondu empêchent que l'oxydation dans toute la masse soit arrêtée par la formation de barrières d'alumine. La matière finale contient toujours des restes d'aluminium non oxydé.
Un autre exemple, qui a été introduit dans la fabrication industrielle de disques de freins est la transformation de la matrice d'un matériau C/C poreux par du silicium liquide. En conduisant le processus sous vide et au-dessus de la température de fusion du silicium (1 410 °C), le carbone de la matrice réagit avec le silicium pour donner du carbure de silicium. et les fibres restent à peu près intactes, et par suite peuvent remplir leur fonction de renfort. Ce procédé s'appelle généralement Liquid Silicon Infiltration ou LSI.
Avec ce procédé, la porosité finale est en dessous de 3 %.
Création de matrice par frittage
Les composites à base d'oxydes sont actuellement traités par frittage à haute température à partir de matériaux préexistants. Ces matériaux permettent de maintenir les températures de frittage plus basses que celles des céramiques habituelles, qui se situent environ à 1 600 °C. Les fibres oxydes disponibles seraient trop endommagées par de si hautes températures. Les matériaux préexistants sont des liquides contenant des proportions plus ou moins élevées de poudre de céramique d'oxyde, remués pour obtenir une pâte fluide incorporée aux fibres. À des températures entre 1 000 et 1 200 °C, la matrice céramique d'oxydes se fritte, en restant poreuse en raison de la forte diminution de volume. Un exemple de matériau préexistant est un mélange de poudre d'alumine Al2O3, de TétraEthOxySilane (fournisseur de silicium et d'oxygène) et de butylate d'aluminium (fournisseur d'aluminium), qui, en proportions adéquates donnent comme matrice de la mullite. Comme autres possibilités pour les liquides, on peut mentionner des combinaisons sol-gel.
Avec ce procédé, on obtient des produits commerciaux avec une porosité d'environ 20 %.
Création de matrice par électrophorèse
Dans l'électrophorèse, des particules chargées électriquement sont dispersées dans un fluide sous l'action d'un champ électrique homogène entre deux électrodes opposées disposées à la surface, et elles s'y déposent. Si l'on utilise comme électrode une structure de fibres, les particules s'y déposent, comme dans les interstices entre fibres. Les céramiques fabriquées de cette manière ne sont pas encore entrées en fabrication industrielle. Les problèmes sont entre autres les opérations relativement complexes de préparation et de dispersion de la poudre, leur charge, et la limitation à des épaisseurs de pièces encore très minces.
La porosité résiduelle est encore créée ici par l'obturation des canaux d'accès.
Propriétés
Mécanisme de base des propriétés mécaniques
L'amélioration indiquée en introduction des propriétés mécaniques par l'insertion de fibres céramiques dans la matrice céramique est basée sur le mécanisme suivant :

La mise en tension forme dans la matrice des fentes, comme dans le matériau non composite, pour des allongements supérieurs à 0,05 %, selon le type de matériau, et les fibres forment un pont à travers la fente. Ce mécanisme suppose que la matrice peut glisser le long des fibres, c'est-à-dire, n'est que faiblement liée mécaniquement à elles. Si l'adhésion entre la matrice et les fibres était forte, les fibres subiraient dans l'ouverture de la fente un allongement extrême et devraient y résister, ce qui n'est pas le cas. Ceci signifie que dans le cas d'une forte adhérence, la fente de la matrice casserait aussi les fibres, et la céramique composite présenterait le même comportement fragile que la céramique non renforcée.
Le secret de la céramique composite à haute résistance à la cassure réside donc à la fabrication dans la réalisation d'une marge de glissement entre matrice et fibre. Ce n'est qu'ainsi que les fibres peuvent jouer un rôle notable de pont à travers les fentes, en mettant en jeu leur grand allongement à la rupture (plus de 2 % pour les fibres de C et de SiC, à peine 1 % pour l'alumine). Dans la fabrication de céramique composite, ce mécanisme est assuré par une légère couche de carbone ou de nitrure de bore sur les fibres. Ces couches ont des plans de glissement en lamelles d'épaisseur atomique, et forment le lubrifiant entre fibre et matrice. Pour les composites oxydes, la faible liaison est obtenue par la haute porosité de la matrice, ou par des vides ménagés entre fibres et matrice. On obtient ces derniers par exemple par un revêtement en carbone des fibres, qui brûle pendant le frittage, en laissant un vide.
Propriétés de résistance à la traction, à la flexion et à la cassure
L'influence des couches de fibres des céramiques composites est constatée par la mesure de la résistance à la traction, à la flexion et à la cassure sur des éprouvettes.
Les courbes de résistance à la rupture d'éprouvettes entaillées sont montrées à gauche sur la figure. Dans ces essais, on charge une éprouvette entaillée (voir encart) avec des charges croissantes jusqu'à la rupture. La force et le déplacement de la barre transmettant la contrainte sont simultanément mesurés, jusqu'à la rupture. En mécanique de la rupture, la force est normalisée dans un facteur d'intensité de contrainte noté K1c, en tenant compte de la taille de la surface de la fente. Comme cette surface ne peut pas être déterminée exactement dans le cas des composites, on montre dans les courbes ci-dessus la normalisation où cette surface est remplacée par celle de l'entaille initiale[2], et c'est un « facteur K formel » qui est présenté, en fonction de la flèche au centre de l’éprouvette. Comme ce facteur K est proportionnel à une force, on peut considérer la surface (l'intégrale) délimitée par une courbe comme une énergie qui doit être dépensée pour briser l’éprouvette, tout ceci en valeurs relatives, car K contient des facteurs de normalisation pour s'affranchir de la géométrie particulière de l’éprouvette.
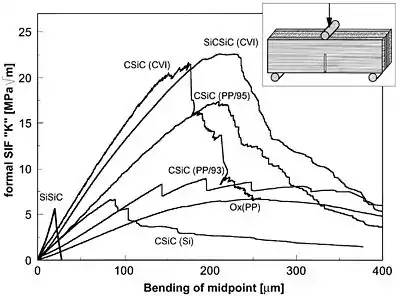
SiSiC: SiSiC non composite ; SiCSiC(CVI) et CSiC(CVI): SiC/SiC et C/SiC produits par CVI ; CSiC(95) und CSiC(93): C/SiC produit par LVI ; Ox(PP): composites d'oxydes ; CSiC(Si): C/SiC produit par LSI.
Les courbes de résistance à la rupture des divers composites présentés sur la figure montre que la dépense spécifique d'énergie nécessaire à la rupture complète d’un composite est très largement supérieure à celle nécessaire pour une céramique SiSiC non composite. Le maximum des diverses courbes de résistance indique la force nécessaire pour briser l'éprouvette. Les divers types et leurs procédés de fabrication présentent des différences évidentes et importantes entre les qualités de cette classe de matériaux, en particulier en ce qui concerne la résistance à la rupture.
| Matériau | Al2O3/Al2O3 | Al2O3 | CVI-C/SiC | LPI-C/SiC | LSI-C/SiC | SSiC |
|---|---|---|---|---|---|---|
| Porosité (%) | 35 | <1 | 12 | 12 | 3 | <1 |
| Densité (g/cm3) | 2,1 | 3,9 | 2,1 | 1,9 | 1,9 | 3,1 |
| Résistance à la traction (MPa) |
65 | 250 | 310 | 250 | 190 | 200 |
| Allongement à la rupture (%) |
0,12 | 0,1 | 0,75 | 0,5 | 0,35 | 0,05 |
| Module de Young (GPa) |
50 | 400 | 95 | 65 | 60 | 395 |
| Résistance à la flexion (MPa) |
80 | 450 | 475 | 500 | 300 | 400 |
Légende de la table : Le préfixe CVI-, LPI- ou LSI- désigne le procédé de fabrication des composites C/SiC. Les données pour les composites C/SiC et Al2O3 de la firme Pritzkow Spezialkeramik proviennent de [4], celles pour SSiC d'une feuille de données de la firme H.C.Starck Ceramics. La résistance à la traction pour SSiC et Al2O3 sont calculées à partir de l'allongement à la rupture et du module de Young, car pour les céramiques non composites, les résistances à la traction ne sont pas indiquées, mais uniquement les résistances à la flexion. Il faut indiquer qu'il ne s'agit là que de valeurs moyennes. À partir du même procédé de fabrication, il y a, comme pour les céramiques usuelles, de substantielles déviations par rapport aux valeurs indiquées.

Figure : MT Aerospace AG, Augsbourg
Dans les tests de résistance à la traction des céramiques composites, on observe, en raison du mécanisme de franchissement des fentes, un comportement quasi-plastique, à la différence des céramiques usuelles. Les allongements peuvent atteindre le pour cent, soit le décuple de ceux des céramiques techniques. La déformation est quasi-plastique parce que la courbe, après la partie linéaire élastique, s'infléchit non pas par une déformation plastique du matériau, mais par la formation d'un système de fentes, qui est maintenu par les fibres. Comme les fibres qui supportent la traction ont un plus petit module de Young, la pente de la courbe décroît, et imite ainsi un comportement plastique. Les valeurs de la table montrent là aussi que les divers types de céramiques composites utilisent l'élasticité des fibres de manière différente.
Les courbes de mesure de la résistance à la flexion ont pratiquement le même aspect que les courbes montrées ci-dessus de la résistance à la traction. Pour comparer les deux choses, il faut tenir compte des deux points suivants :
- Les matériaux pauvres en matrice, ou à l'extrême, dénués de matrice, montrent une haute résistance à la traction (résistance des fibres), mais pratiquement aucune résistance à la flexion.
- Inversement les matériaux avec une haute proportion de matrice et une faible porosité possèdent une haute résistance à la flexion (comme la céramique usuelle), qui ne donne pas d'indication sur l'utilisation qui est faite de la ductilité des fibres.
Les deux valeurs doivent être considérées indépendamment l'une de l’autre.
Autres propriétés mécaniques
Dans de nombreuses pièces mécaniques en céramique composite, les fibres sont disposées en deux dimensions, soit comme des nappes tissées empilées, soit comme des couches croisées de fibres alignées. Le matériau reste alors anisotrope. Une propagation de fente entre les nappes n'est empêchée par aucun pont de fibres. Les valeurs de la résistance au cisaillement interlaminaire sont alors basses dans ce type de matériau, ainsi que la résistance à la traction dans la direction perpendiculaire aux nappes. Comme pour les polymères composites, ce type de matériaux offre le point faible d'une possibilité de délamination. Elle peut être substantiellement diminuée par l'introduction de structures tri-dimensionnelles.
| Matériau | CVI-C/SiC | LPI-C/SiC | LSI-C/SiC | CVI-SiC/SiC |
|---|---|---|---|---|
| Résistance au cisaillement (MPa) | 45 | 30 | 33 | 50 |
| Résistance à la traction (⊥) (MPa) | 6 | 4 | - | 7 |
| Résistance à la compression (⊥) (MPa) | 500 | 450 | - | 500 |
Remarques sur la table : En raison de la porosité, les valeurs de la résistance à la compression sont plus faibles que pour la céramique conventionnelle, qui peut dépasser 2 000 MPa. La porosité et le manque de traversée par des fibres conduisent à la très basse résistance à la traction perpendiculaire au plan des fibres, notée par (⊥).

L'effet de traversée des fentes par les fibres permet aussi une charge dynamique élevée des céramiques composites. Des éprouvettes sont soumises à des essais de charge alternativement en traction et en compression, jusqu'à la rupture. Ces essais sont nommés essais de fatigue à bas cycle ou à haut cycle. Plus on choisit la charge initiale élevée, moins l'éprouvette résiste de cycles. Les contraintes de base portées en regard du logarithme du nombre de cycles atteint fournissent la droite de Wöhler. Elle indique combien de milliers ou de millions de cycles de charge le matériau testé peut résister à une charge dynamique donnée. La céramique composite peut conduire à des résultats remarquables : du SiC/SiC chargé cycliquement à 80 % de sa limite d'allongement survit à environ 8 millions de cycles (voir figure).
Le coefficient de Poisson dans la direction perpendiculaire au plan des fibres présente une anomalie : dans cette direction, il prend des valeurs négatives, quand la formation de fentes interlaminaires au début de la mesure élève brièvement l'épaisseur de l'éprouvette, au lieu de la diminuer.
Propriétés thermiques et électriques
Les propriétés thermiques et électriques des céramiques composites dépendent des composants : fibres, matrice et pores, ainsi que de leur disposition. L'orientation des fibres conduit en outre à des valeurs dépendantes de la direction (anisotropes).
Parmi les céramiques composites les plus couramment disponibles actuellemement, on peut résumer ainsi :
Les céramiques composites à base d'oxydes restent de très bons isolants électriques, et ont une meilleure isolation thermique que les céramiques homogènes, en raison de leur porosité.
L'utilisation de fibres de carbone élève les conductivités électrique et thermique dans la direction des fibres, dans la mesure où elles sont mises directement en contact.
Le carbure de silicium comme matrice est un très bon conducteur de la chaleur. Comme c'est un semi-conducteur électrique, sa résistivité diminue avec la température. Les fibres de carbure de silicium conduisent la chaleur et le courant électrique nettement moins bien, en raison de leur microstructure amorphe. Dans les composites avec du carbure de silicium comme matrice, les conductivités thermique et électrique tombent à de bas niveaux, en raison de la porosité. Quelques données sont indiquées dans le tableau suivant :
| Matériau | CVI-C/SiC | LPI-C/SiC | LSI-C/SiC | CVI-SiC/SiC | SSiC |
|---|---|---|---|---|---|
| Conductivité thermique (//) [W/m·K] | 15 | 11 | 21 | 18 | >100 |
| Conductivité thermique (⊥) [W/m·K] | 7 | 5 | 15 | 10 | >100 |
| Dilatation thermique (//) [10-6/K] | 1,3 | 1,2 | 0 | 2,3 | 4 |
| Dilatation thermique (⊥) [10-6/K] | 3 | 4 | 3 | 3 | 4 |
| Résistivité (//) [Ω·cm] | - | - | - | - | 50 |
| Résistivité (⊥) [Ω·cm] | 0,4 | - | - | 5 | 50 |
Commentaires sur le tableau : par (//) et (⊥), on désigne les propriétés mesurées parallèlement, resp. perpendiculairement aux fibres. Les valeurs manquantes n'ont pas été trouvées dans la littérature ou les indications des fabricants. En raison de sa faible porosité, le matériau LSI présente la plus grande conductivité thermique de toutes les céramiques composites – un avantage pour l'utilisation de ce matériau pour les disques de freins hautement sollicités. La même remarque doit aussi être prise en compte ici, savoir qu'au sein de chaque type de céramique, les valeurs peuvent varier sensiblement en fonction des détails du procédé de fabrication.
La céramique ordinaire et la céramique technique sont sensibles aux contraintes thermiques, qui peuvent être particulièrement élevées sous l'action de chocs thermiques. La cause en est la faible capacité d'allongement et la faible élasticité (Module de Young élevé) de ces matériaux. Les différences de température au sein du matériau provoquent des différences de dilatation, qui conduisent en raison de la grande valeur du module de Young à des contraintes élevées. Le matériau ne supporte pas et se brise. Dans les céramiques composites, ce genre de fentes est traversé par les fibres. Une pièce ne subit aucune dégradation macroscopique, même quand la matrice céramique a subi des fentes. L'introduction de cette classe de matériaux dans les freins à disque démontre la performance des céramiques composites dans des conditions de choc thermique extrêmes.
Propriétés de corrosion
Il n'y a pas encore de résultats de travaux d'envergure sur le comportement des céramiques composites à la corrosion. Ici aussi, les propriétés sont définies par celles des fibres et de la matrice.
En général, les matériaux céramiques sont très insensibles à la corrosion, comparés à la plupart des autres matériaux. Le nombre de variantes des procédés de fabrication, avec divers additifs, par exemple les additifs de frittage, les procédés de mélange, notamment pour les oxydes, les impuretés, les phases gazeuses aux joints de grains, et les différences de porosité influencent de manière décisive le comportement sous corrosion[5].
Au sujet des céramiques composites les plus importantes pour leurs application, on peut glaner les remarques suivantes dans la littérature :
- Alumine : l'alumine est à l'état pur résistante à l'égard de presque toutes les agressions ; les phases vitreuses aux joints de grain et le contenu en silice décident de la vitesse de corrosion dans les acides et bases concentrés. À haute température, cette corrosion peut conduire en charge à un fluage. Pour la fusion des métaux, l'alumine n'est utilisée que pour les métaux précieux comme l'or ou le platine.
- Fibres d'alumine : elles se comportent comme l'alumine massive. Les fibres disponibles commercialement ne sont pas d'une extrême pureté, et donc plus attaquables. Le fluage aux températures au-dessus de 1 000 °C ne permet à l'heure actuelle que peu d'usages des céramiques composites à oxydes.
- Carbone : le carbone se corrode, ou plutôt brûle dans l'oxygène dès 500 °C. Il s'oxyde aussi dans les milieux fortement oxydants (par exemple l'acide nitrique concentré). Il se dissout, ou forme des carbures dans la plupart des métaux liquéfiés.
- Fibres de carbone : les fibres de carbone se comportent pratiquement comme le carbone massif.
- Carbure de silicium : des échantillons très purs de carbure de silicium sont les matériaux parmi les plus résistants à la corrosion. Seules les bases fortes, l'oxygène à partir de 800 °C environ, et la plupart des métaux liquéfiés agissent sur ce matériau.
- Avec les métaux liquéfiés, se forment des carbures et des siliciures.
- Dans la réaction avec l’oxygène, il se forme de la silice SiO2 et du dioxyde de carbone CO2. La silice forme une couche protectrice, qui passive la surface. À des températures plus élevées (1 600 °C), et manque d'oxygène (pression partielle inférieure à 50 mbar), il se forme cependant, à côté du dioxyde de carbone et du monoxyde de carbone CO, le monoxyde de silicium gazeux SiO, qui empêche la protection de jouer. Cette oxydation active conduit dans les conditions indiquées à une destruction très rapide du carbure de silicium.
- En relation avec la céramique composite, cette caractéristique n'est valable que pour la matrice en SiC fabriquée par procédé CVI. Par ce procédé, on obtient un SiC très pur à fins cristaux. Avec le procédé LPI, la matrice obtenue est beaucoup plus sensible à toutes sortes de corrosion, en raison de sa structure amorphe et de sa porosité. Dans la matrice du matériau LSI, les restes de silicium toujours présents dégradent la résistance à la corrosion.
- Fibres en carbure de silicium : comme les fibres de SiC sont obtenues par pyrolyse de résines synthétiques organiques siliciées, elles réagissent comme la matrice du procédé LPI, par une sensibilité nettement plus marquée à l'égard de la corrosion par les bases et les oxydants.
Applications
Avec les céramiques composites, on dispose d'un matériau[6] qui ne possède plus d'importants inconvénients de la céramique technique conventionnelle, c'est-à-dire sa faible résistance à la rupture et sa grande sensibilité aux chocs thermiques. Les développements d'applications se sont par suite concentrés sur des domaines nécessitant la fiabilité : aux hautes températures, inaccessibles aux métaux, et dans des conditions abrasives. Les centres d'intérêt principaux suivants se sont révélés dans les recherches et applications :
- Systèmes de protection thermique pour les véhicules spatiaux, qui à la rentrée dans l'atmosphère, sont soumis à de hautes tensions thermiques et vibrations.
- Composants de turbines à gaz dans le domaine où les gaz sont chauds, c'est-à-dire les chambres de combustion des turbines, les ailettes statiques qui orientent le flux de gaz, et les ailettes proprement dites de la turbine, qui actionnent l’axe de la turbine.
- Pièces pour les brûleurs et les conduites de gaz chauds en céramique composite oxydes.
- Disques de freins pour freins à disque, très sollicités, et soumis sur leur surface de frottement à des conditions de choc thermique extrêmes (contrairement à la situation d'une pièce très chaude plongée dans l'eau, qui s'isole par une couche de vapeur, il n'y a pas ici de couche de vapeur).
- Composants pour paliers avec forte corrosion et abrasion.
En outre, sont intéressants tous les domaines dans lesquels intervient la céramique technique conventionnelle ou pour lesquels les composants métalliques ne présentent pas de durée de vie suffisante en raison de la corrosion ou des hautes températures. La présentation qui suit de quelques exemples de recherches et d'applications est de loin incomplète, et ne prétend qu'à illustrer l'étendue des possibilités techniques.
Développements pour les applications spatiales
Dans le domaine spatial, la céramique composite est intéressante pour les pièces du système de bouclier thermique et pour les ailerons de direction des véhicules spatiaux. Dans la rentrée dans l’atmosphère, ces éléments sont soumis pendant quelques minutes à des températures de surface supérieures à 1 500 °C, qui ne peuvent être supportées sans grand dommage que par des matériaux céramiques. L'introduction de céramiques composites pour ces structures chaudes dans le vol spatial promet, à la différence des matériaux utilisés jusqu'à présent notamment :
- un allègement ;
- une contribution du bouclier thermique à la structure porteuse ;
- la réutilisabilité pour de multiples rentrées.

Comme à ces hautes températures, les composites oxydes disponibles fluent sous la charge, et les fibres de SiC amorphe perdent leur résistance par recristallisation, les développements de matériaux et de composants se sont concentrés sur des composites C/SiC. Les travaux entrepris dans les années 1980 pour le programme Hermès de navette spatiale de l'ESA, interrompus en 1992 ont été poursuivis et ont donné comme succès la conception et la qualification du nez, des bords d'attaque des ailes et des gouvernes de la navette X-38 de la NASA[7],[8].
Mis au point par Thales Alenia Space le premier véhicule européen de transport spatial à rentrée planante désigné Intermediate Experimental Vehicule (IXV) est un projet lancé par l’ESA[9] en 2009. Il devrait effectuer son premier vol en sur le quatrième lanceur Vega (VV04) au-dessus du golfe de Guinée. Plus de quarante industriels européens ont participé à sa réalisation. Le système de protection thermique de la partie inférieure du véhicule est constitué du nez, des bords d’attaque et de l’intrados qui ont été conçus et réalisés en Composite à Matrice Céramique (CMC) C/SiC par Herakles[10]. Ces composants serviront de bouclier thermique qui protégera l’aéronef lors de sa rentrée dans l’atmosphère terrestre[11].
Un de ces développements a servi notamment à la qualification de boulons en céramique composite[12]. Les vis de céramique technique sont disponibles, mais fragiles, en raison des encoches dans le fond des sillons, et ne présentent pas, et de loin, la sécurité nécessaire. La mise en œuvre de vis en C/C est trop risquée, en raison des risques d'oxydation.

Photo: MT Aerospace AG, Augsbourg
Un autre composant important de ces gouvernes est le palier situé au milieu, par lequel passe la force qui actionne l'aileron. Ce palier a été testé avec succès au DLR à Stuttgart dans des conditions réalistes : charge de 4 t, 1 600 °C sur la face inférieure, concentration en oxygène au niveau de la rentrée dans l'atmosphère, et mouvements de 8° cycliques de période 4 s. Cinq rentrées ont été simulées dans ces conditions[13].
L'utilisation de C/SiC a nécessité le développement et la qualification de procédés de revêtement, pour empêcher la rapide combustion des fibres de carbone. Ce sont des essais sous plasma qui ont démontré le succès de ces travaux de développement.
Une autre étape de qualification pour l'habilitation au vol a été des tests de déformation au-dessus de 1 000 °C sur un banc de test de l'IABG, un organisme d'analyse et de test pour l'industrie aéronautique et spatiale, situé à Ottobrunn, près de Munich. La déformation sous 4 t de charge a confirmé les calculs et le dimensionnement. Les tests définitifs au sol après le montage des gouvernes sur la navette X-38 destinée aux essais en vol à Houston, Texas, USA, se sont également déroulés avec succès. Pour des raisons de financement, la NASA n'a pas pu mener le projet à son terme, c'est-à-dire le transport en orbite du X-38 avec un vol de navette, puis sa rentrée (sans pilote) dans l'atmosphère.
À ce point, il faut souligner que ces qualifications ont servi pour l'utilisation de composite C/SiC dans ce cas particulier. La durée de haute température dure pour une rentrée environ 20 min. Dans le cas de réutilisations, les durées s'ajoutent, pour un total de quelques heures de sollicitation cyclique. La possibilité d'utilisation de C/SiC protégé de l’oxydation pour des applications industrielles avec des exigences de durée de vie de centaines ou de milliers d'heures n'a pas encore été établie.
Développements pour l'utilisation dans les turbines à gaz
Le but de l'utilisation des céramiques composites dans les turbines à gaz est l'élévation de la température du gaz, pour atteindre de meilleurs rendements.
L'usinage complexe des ailettes statiques et des ailettes de turbine dans ces turbines à gaz, ainsi que les charges thermiques et mécaniques très élevées de ces pièces, ont conduit à ce que le premier succès n'a été que la réalisation de chambres de combustion en céramique composite. Les progrès les plus avancés ont eu lieu aux États-Unis. Une chambre de combustion de composite SiC/SiC utilisant une fibre de SiC spécialement résistante aux hautes températures, a été utilisée pendant plus de 15 000 h dans une turbine à gaz[14]. Comme le SiC à ces durées, à environ 1 100 °C, commence à être attaqué par l'oxydation, il a fallu ici aussi mettre au point un revêtement anti-oxydant particulièrement efficace. Il consiste en un système multicouches de céramiques oxydes[15].
Les obstacles à une mise en œuvre rapide des résultats ainsi obtenus sont :
- que le niveau de températures testées n'offre pas encore d'avantages réels par rapport à celui que supportent les chambres de combustion en métal refroidies par un film d'air
- que les composants suivant la chambre de combustion (ailettes statiques et rotatives) doivent être mises au point et qualifiées pour ces températures élevées
- et que le coût de fabrication du système de composites, avec des fibres de SiC spéciales, une matrice de SiC et un revêtement protecteur spécial est encore très élevé.
Utilisation des composites oxydes dans les brûleurs et les conduites de gaz chauds
Les gaz chauds contenant de l'oxygène au-dessus de 1 000 °C dans les brûleurs avec conduits de flamme conventionnels conduisent plus ou moins vite à l'oxydation de l'acier spécial hautes températures, aussi bien que du carbure de silicium. Comme ces pièces ne sont pas soumises à de hautes contraintes mécaniques, mais seulement à des chocs thermiques, les céramiques composites oxydes sont particulièrement appropriées pour ces applications jusqu'à 1 300 °C. La première figure ci-dessous présente le conduit de flamme d'un brûleur en composite d'alumine qui a été utilisé 15 000 h dans le four d'une fabrique de pain croquant suédois, et au total a servi 20 000 h[16]. Dans ces cas, une durée vingt fois plus grande qu'avec des matériaux conventionnels peut être atteinte.
 Conduit de flamme de céramique composite oxyde
Conduit de flamme de céramique composite oxyde
Illustrations : Pritzkow Spezialkeramik, Stuttgart Ventilateur à gaz chauds
Ventilateur à gaz chauds Clapet levant en céramique composite oxyde
Clapet levant en céramique composite oxyde Clapet en service dans le four
Clapet en service dans le four
Les clapets ou ventilateurs pour le réglage ou la mise en mouvement des courants de gaz chauds dans diverses installations peuvent être faits en céramique composite oxyde de même forme que ceux en métal. Ils ont l'avantage sur les métalliques de ne pas se déformer au-dessus de 650 °C.
L'utilisation de ce matériau par exemple dans des fours à fritter pour des clapets levants (voir galerie ci-dessus), qui sont exposés à de multiples ouvertures et fermetures, à des températures pouvant atteindre 1 300 °C s'est avérée positive dans un cas où il a été fait 260 000 cycles d'ouverture et fermeture depuis plus de 12 mois[17].
Applications pour les disques de frein
Après les disques de frein en C/C, qui sont utilisés depuis longtemps dans les voitures de course de formule 1 et dans les freins d'avion, les disques de C/SiC faits par procédé LSI sont disponibles commercialement, et sont proposés en option pour les voitures sportives de haut de gamme. Le procédé LSI offre un avantage de coût de fabrication. Les disques sont faits d'un mélange de courtes fibres et de résine, durcis, pyrolysés en disques de C/C et ensuite, comme décrit, transformés en disques en LSI-C/SiC par du silicium fondu. Le procédé est relativement rapide et peu cher.
On peut résumer les avantages de ces disques ainsi :
- L'abrasion des disques est très faible. Leur durée de vie est en gros six fois plus grande qu'un disque en fonte. Selon le mode de conduite, le disque résiste pour toute la durée de vie du véhicule. En usage normal, il résiste 300 000 km.
- Même en cas de forte sollicitation, il n'y a pas variation du coefficient de frottement, effet connu pour les disques métalliques sous le nom de fading
- À la différence d'avec les disques métalliques, on n'observe aucune influence de l'humidité sur la performance du freinage.
- Le matériau du disque est remarquablement résistant à la corrosion et ainsi insensible à l'effet du sel de salage en hiver.
- Par rapport au disque en acier, la masse peut être diminuée de 40 %, ce qui signifie, en raison de la moindre masse non suspendue des roues, un meilleur confort pour les passagers, et en même temps une meilleure tenue de route, car la roue suit mieux le profil du sol.
Comme les fibres de carbone sont largement protégées de l’oxydation par la matrice de SiC, et que le temps pendant lequel le disque dépasse sensiblement les 500 °C est limité à quelques heures sur toute la durée de vie du véhicule, l'oxydation du matériau ne joue aucun rôle sensible dans cette application.
Il faut encore attendre que les coûts de fabrication de ces disques baissent suffisamment pour en équiper les véhicules de moyenne gamme. La situation évolue vite, et l'on pourra la consulter sur les pages internet des fabricants.
Applications pour les paliers
Dans les paliers de pompes, on utilise avec succès le SSiC ou le SiSiC, moins cher, depuis maintenant plus de 20 ans[18]. Le palier utilise le liquide pompé comme lubrifiant. La cause du succès de ce concept de palier est la résistance à la corrosion envers presque tous les milieux, et la très faible abrasion par les frottements ou par les particules contenues dans le fluide, en raison de la grande dureté de la céramique, ainsi que le bas coefficient de frottement donné par la lubrification par le fluide. Les composants en SiC du palier consistent en coussinets de protection de l'axe montés sur l'axe et tournant dans le boîtier. Un boîtier de palier en SiC est en règle générale enserré dans son environnement métallique et sous pression. Une rupture fragile de ce composant est ainsi très peu probable. Le coussinet en SiC n'a pas cet avantage, et est exécuté en plus grande épaisseur, et/ou avec des spécifications de construction spéciales. Pour de grandes pompes, avec des axes de diamètre approprié (100 à 300 mm), ainsi que pour les pompes à forte charge sur les paliers, à cause du risque de cassure du coussinet, ce n'est qu'avec l'avènement des céramiques composites qu'on a pu utiliser le concept de palier céramique. On a pu démontrer au banc d'essai qu'en appariant du CVI-SiC/SiC avec du SSiC conventionnel, l'ensemble supporte presque trois fois la charge spécifique d'autres appariements, dans des conditions de frottement partiellement à sec[19].
Par charge spécifique, on entend le produit du coefficient de frottement (sans dimension), de la vitesse V de déplacement (en m/s) et la charge P du palier (MPa ou N/mm2). Elle donne l'énergie échangée en W/mm2, et est aussi souvent, en négligeant le coefficient de frottement, donnée comme valeur P × V.

Photo: MT Aerospace AG
Les pompes à eau de chaudière[19] dans les centrales électriques, avec lesquelles on pompe quelques milliers de m3/h d'eau à 160 °C sous une pression de 20 bars, ou celles des conduites[20] qui transportent quelques dizaines de milliers de m3/h d'eau pour les écluses, ou d'eau de mer pour les usines de dessalement sont depuis 1994 les cas préférés d'utilisation de paliers lubrifiés à l'eau avec des coussinets de composite CVI-SiC/SiC (photo en tête de l'article).
L'utilisation de ce genre de palier en est encore au stade de la mise au point pour les turbopompes destinées à l'oxygène liquide (LOx) (point d'ébullition : −183 °C) des fusées spatiales. Les tests menés jusqu’à présent montrent que :
- SiC et CVI-SiC/SiC sont compatibles avec LOx, et même dans des conditions pointues, ne réagissent pas avec l’oxygène (pour la détermination de la température d'inflammation spontanée, selon la norme NF 29-763, la poudre est chauffée dans de l'oxygène pur sous 20 bars jusqu’à 525 °C).
- Les essais d'abrasion par frottement ont montré un coefficient de frottement moitié d'un appariement standard métal-métal, et une abrasion réduite d'un facteur 100[21].
- Le palier lisse lubrifié au LOx a résisté à un test pendant quelques heures à une vitesse de rotation de 10 000 tr/min, sous diverses charges, ainsi que 50 arrêts-départs dans des conditions de frottement partiellement à sec, en ne montrant pratiquement aucune abrasion[22].
L'avantage de ces paliers céramiques avec CMC en comparaison avec de la céramique habituelle est leur fiabilité considérablement meilleure. Une détérioration du coussinet ne conduit pas à une fragmentation en plusieurs morceaux grands et durs, qui détériorent l'impulseur et le corps de pompe.
Autres applications et voies de recherche
On peut mentionner les exemples suivants d'applications ou de voies de recherche :
- Volets mobiles de réglage de poussée pour réacteurs d'avions de chasse[23], permettant d'adapter le diamètre du flux des gaz à la puissance développée.
- Plaques en CVI-SiC/SiC à structure de fibres tridimensionnelle, pour le revêtement des domaines chauds les réacteurs de fusion[24]. La structure tridimensionnelle facilite la conduction thermique perpendiculairement à la surface. Comme le SiC s'est montré relativement stable dans un environnement irradié par des neutrons, on utilise ici des fibres de SiC cristallin, dont la stabilité à haute température s'avère bien meilleure que le SiC amorphe.
- Gouvernes de jet (angl. fins, empennage), brûleurs et conduits de gaz chauds dans les fusées supersoniques[25], dont le rôle est de conduire et orienter de manière contrôlée les jets de gaz extrêmement chauds produits par des propergols solides, qui peuvent aussi contenir des particules solides.
- Sabots de freinage pour l'arrêt rapide des plateformes mobiles dans les installations de test d'accidents automobiles[25], avec l’avantage de faible abrasion, et en cas de tests répétés, d'une excellente stabilité des retards à l'arrêt.
- Échangeurs de chaleur à haute température[25], avec comme pour les turbines à gaz les problèmes non résolus de corrosion par les gaz chauds, ainsi que la nécessité d'étanchéité.
- Structures rigides pour miroirs de précision[25].
- Éléments de revêtement pour les tuyaux d'échappement de voitures de course de formule 1, ainsi que pour les disques d'embrayage fortement sollicités de ces voitures.
Fabricants industriels en Europe
- ArianeGroup (France) : tuyères de lanceurs spatiaux et de missiles en C/C ou C/SiC, outillages de traitement thermique en C/C, gouvernes de jet, etc.
- Boostec (Mersen): Échangeur de chaleur - Réacteur continu
- Brembo : Disques de freins (procédé LSI)
- KLETKE Advanced Composites AG: Composants en C/C, C/C recouvert de SiC, par procédés C-CVI et LSI.
- (en)(de)MT Aerospace: Composants spatiaux, composants de paliers (procédé CVI)
- (en)(de)Pritzkow Spezialkeramik: Pièces résistantes aux hautes températures pour l'industrie, en composites oxydes.
- Safran Ceramics : toutes applications aéronautiques (pièces de turboréacteurs en SiC/SiC, éléments de nacelles, volets de tuyères, etc.)
- Safran Landing System: disques de freins en C/C pour l'aéronautique et la formule 1
- Schunk Group: paliers axiaux, radiaux, coussinets de paliers, revêtements de four en C/C
- SGL Carbon: Disques de freins (procédé LSI)
Recherche
En France
- Le Laboratoire des composites thermostructuraux (LCTS) est une unité mixte de recherche du CNRS qui associe le CNRS, l'Université Bordeaux I (UB1), Safran Ceramics et le CEA
- Le Laboratoire de mécanique et technologie (LMT) à Cachan, site internet
- L'Office national d'études et de recherches aérospatiales (ONERA) à Chatillon, site internet
En Allemagne
- Université de Brême: Département des matériaux et pièces céramiques et de la biocéramique
- Institut de technologie de Karlsruhe: Institut de céramique en construction mécanique (IKM)
- Dresde: Institut Fraunhofer pour les technologies et systèmes céramiques (IKTS), et Institut de construction légère et de technique des synthétiques (ILK) de l'Université technique de Dresde
- Université de Bayreuth: Chaire de matériaux céramiques de l'institut de recherche sur les matériaux (IMA)
- Institut de chimie textile et chimie des fibres (ITCF Denkendorf) : Recherche et mise au point de fibres.
- Institut du DLR de recherche en construction : Mise au point de matériaux CMC sur mesure, comme les boucliers thermiques.
- Centre Fraunhofer de construction à haute température (HTL) : Recherche et mise au point de CMC, de fibres céramiques et de céramiques à hautes performances.
Notes et références
- Krenkel 2008
- (de) M. Kuntz, Risswiderstand keramischer Faserverbundwerkstoffe : Thèse à l'Université de Karlsruhe, Aix-la-Chapelle, Shaker Verlag,
- (en) M. Kuntz, « Ceramic Matrix Composites », Bericht der DKG, Deutsche Keramische Gesellschaft, vol. 49, no 1, , p. 18
- Krenkel 2003, p. 143
- Kriegesmann 2005
- (en) A. Mühlratzer, M. Leuchs, « Applications of Non-Oxide composites », dans W. Krenkel et coll., High Temperature Ceramic Matrix Composites, Weinheim, Wiley-VCH, (ISBN 3-527-30320-0), p. 288
- (en) H. Pfeiffer, « Ceramic Body Flap for X-38 and CRV. », 2nd International Symposium on Atmospheric Re-entry Vehicles and Systems, Arcachon (France),
- (en) H. Pfeiffer et K. Peetz, « All-Ceramic Body Flap Qualified for Space Flight on the X-38 », 53rd International Astronautical Congress, Houston, Texas, USA, , IAF-02-I.6.b.01
- http://www.esa.int/fre/For_Media/Press_Releases/Activites_prevues_par_l_ESA_a_l_intention_des_medias_en_2014
- « Safran », sur Safran (consulté le ).
- « Bouclier thermique en composite à matrice céramique pour rentrée atmosphérique », sur JEC Group, (consulté le ).
- (en) H. Lange, M. Dogigli et M. Bickel, « Ceramic Fasteners für High Temperature Applications. », dans 5th International Conference on Joining: Ceramics, Glas and Metal, vol. 184, Iéna, Deutscher Verlag für Schweißtechnik, coll. « DVS-Berichte », (ISBN 3-87155-489-8), p. 55
- (en) M. Dogigli, H. Weihs, K. Wildenrotter et H. Lange, « New High-Temperature Ceramic Bearing for Space Vehicles. », 51st International Astronautical Congress, Rio de Janeiro, Brésil, , IAF-00-I.3.04
- (en) N. Miriyala, J. Kimmel, J. Price, H. Eaton, G. Linsey et E. Sun, « The evaluation of CFCC Liners After Field Testing in a Gas Turbine », III. ASME Turbo Expo Land, Sea & Air, Amsterdam, , p. 109–118 (ISBN 0-7918-3609-6, DOI 10.1115/GT2002-30585)
- (en) K.L. More, P.F. Tortorelli, L.R. Walker, J.B. Kimmel, N. Miriyala, J.R. Price, H.E. Eaton, E. Y. Sun et G.D. Linsey, « Evaluating Environmental Barrier Coatings on Ceramic Matrix Composites After Engine and Laboratory Exposures. », 3rd ASME Turbo Expo Land, Sea & Air, Amsterdam, , p. 155–162 (ISBN 0-7918-3609-6, DOI 10.1115/GT2002-30630)
- (de) W.E.C Pritzkow et W. Krenkel (dir.), « Keramikblech, ein Werkstoff für höchste Ansprüche. », Sonderausgabe zum DKG-DGM Symposium Hochleistungskeramik, Deutsche Keramische Gesellschaft, , p. 40 (ISSN 0173-9913, DOI 10.1115/GT2002-30585)
- (en) W.E.C. Pritzkow, « Oxide-Fibre-Reinforced Ceramics », Rapports de la DKG, Deutsche Keramische Gesellschaft, vol. 85, no 12, , E1
- Bartz 2003
- (de) K. Gaffal, A.-K. Usbeck, W. Prechtl, Neue Werkstoffe ermöglichen innovative Pumpenkonzepte für die Speisewasserförderung in Kesselanlagen., vol. 1331, Dusseldorf, VDI-Verlag, coll. « VDI-Berichte », , p. 275
- (de) W. Kochanowski, P. Tillack, « Neue Pumpenlagerwerkstoffe verhindern Schäden an Rohrgehäusepumpen. », dans VDI-Berichte, vol. 1421 : Jahrestagung Schadensanalyse, Düsseldorf, VDI-Verlag, , p. 227
- (en) J.L. Bozet, M. Nelis, M. Leuchs et M. Bickel, « Tribology in Liquid Oxygen of SiC/SiC Ceramic Matrix Composites in Connection with the Design of Hydrostatic Bearing. », Proceedings of the 9th European Space Mechanisms & Tribology Symposium (ESMAT), Liège, Belgique, ESA, vol. Document SP-480, , p. 35
- (en) M. Bickel, M. Leuchs, H. Lange, M. Nelis et J.L. Bozet, « Ceramic Journal Bearings in Cryogenic Turbo-Pumps. », 4th International Conference on Launcher Technology - Space Launcher Liquid Propulsion, Liège, Belgique, , art. no 129
- (en) P. Boullon, G. Habarou, P.C. Spriet, J.L. Lecordix, G.C. Ojard, G.D. Linsey et D.T. Feindel, « Characterization and Nozzle Test Experience of a Self Sealing Ceramic Matrix Composite for Gas Turbine Applications », 3rd ASME Turbo Expo Land, Sea & Air, Amsterdam, , p. 15–21 (ISBN 0-7918-3609-6, DOI 10.1115/GT2002-30458)
- (en) B. Riccardi, L. Giancarli, A. Hasegawa, Y. Katoh, A. Kohyama, R.H. Jones et L.L Snead, « Issues and Advances in SiCf /SiC Composite development for Fusion Reactors. », Journal of Nuclear Materials, vol. 329-333, , p. 56 (DOI 10.1016/j.jnucmat.2004.04.002)
- (de) W. Krenkel, « Anwendungspotenziale faserverstärkter C/C-SiC-Keramiken », dans Krenkel 2003, p. 220
- (de) Cet article est partiellement ou en totalité issu de l’article de Wikipédia en allemand intitulé « Keramischer Faserverbundwerkstoff » (voir la liste des auteurs).
Annexes
Bibliographie
- (de) W. Krenkel (dir.), Keramische Verbundwerkstoffe, Weinheim, Wiley-VCH, , 418 p. (ISBN 978-3-527-31361-7, lire en ligne). Traduit en anglais (Krenkel 2008)
- (en) W. Krenkel (dir.), Ceramic Matrix Composites : fiber reinforced ceramics and their applications, Weinheim, Wiley-VCH, , 418 p. (ISBN 978-3-527-31361-7, lire en ligne). Traduction de (Krenkel 2003) : les références paginées renvoient à ce dernier, car les numéros de page sont probablement faux dans la traduction.
- (de) J. Kriegesmann (dir.), DKG - Technische Keramische Werkstoffe, Ellerau, HvB-Verlag, (ISBN 978-3-938595-00-8)
- (de) W. J. Bartz (dir.), Keramiklager, Werkstoffe - Gleit- und Wälzlager : Dichtungen : Handbuch der Tribologie und Schmierungstechnik., t. 12, Renningen, Expert Verlag, (ISBN 3-8169-2050-0)
Articles connexes
 Portail de la physique
Portail de la physique  Portail de la chimie
Portail de la chimie  Portail des sciences des matériaux
Portail des sciences des matériaux  Portail de la céramique
Portail de la céramique