Magnétoformage
Le magnétoformage, ou formage électromagnétique, est un procédé industriel de formage permettant de déformer ou découper une pièce métallique en utilisant un champ magnétique, le plus souvent du cuivre ou de l'aluminium. La pièce est remodelée par des impulsions magnétiques à haute intensité qui induisent un courant dans la pièce. La pièce peut être modifiée sans contact à partir d'un outil, bien que dans certains cas, la pièce peut être pressée contre une matrice.

Historique
Le principe de cette viscoplasticité de métaux soumis à un fort champ magnétique est théorisé dès les années 1950, mais la technologie d'alors ne permet pas de passer à une expérimentation. En 2011, l'entreprise toulousaine Bmax, comptant cinquante salariés, reprend les travaux scientifiques et lance des recherches, notamment en thèse, sur le comportement dynamique des métaux à haute vitesse de déformation[1].
Principe
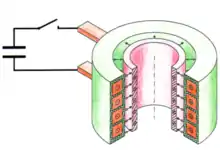
Le principe du magnétoformage utilise la force de Laplace, c'est-à-dire la force générée par un champ magnétique. Une bobine spécifique est placée près de la pièce métallique à transfomer, à la place du poussoir traditionnel de formage. Une énorme impulsion de courant est envoyée à la bobine en déchargeant rapidement une batterie de condensateurs haute tension à l'aide d'un ignitron ou d'un éclateur, comme un interrupteur. Cela crée un champ électromagnétique ultra puissant (par le biais de l'induction électromagnétique), oscillant rapidement autour de la bobine de travail.
Le courant induit crée un champ magnétique correspondant autour de la pièce conductrice (voir Pincée (physique des plasmas) (en)). En raison de la loi de Lenz-Faraday, les champs magnétiques créés à l'intérieur de la pièce et de la bobine se repoussent fortement l'un l'autre.
L'impulsion magnétique et l'extrême vitesse de déformation transforme le métal en un état viscoplastique, augmentant la formabilité sans nuire à la force d'origine du matériau, ce qui lui permet d'épouser parfaitement le moule devant lui donner sa forme définitive[2]. L'intérêt de ce procédé réside donc dans la précision qui en résulte, ce qui intéresse notamment les industriels en termes de design[3].
Par ailleurs, la viscoplasticité permet d'améliorer les limites mécaniques des matériaux : Le fort courant de la bobine (typiquement quelques dizaines ou centaines de milliers d'ampères) crée des forces magnétiques ultra-puissantes qui dépassent facilement la limite d'élasticité de la pièce de travail, provoquant ainsi une déformation permanente. Par exemple, l'élasticité de l'aluminium, normalement de 20 %, a pu être portée à 50 % environ[3].
Le processus de formage des métaux se produit très rapidement (généralement quelques dizaines de microsecondes) et, en raison de la grandeur des forces, des portions de la pièce subissent des accélérations pouvant atteindre 300 m/s.
Applications
Le processus de formation est le plus souvent utilisé pour réduire ou agrandir des tubes cylindriques, mais il peut aussi mettre en forme la tôle en repoussant à haute vitesse la pièce de travail contre une matrice. Des joints de haute qualité peuvent être formés, soit grâce au sertissage par impulsion électromagnétique, soit grâce au soudage par impulsion magnétique. Comme l'opération de formage implique de fortes accélérations et décélérations, la masse de la pièce de travail y joue un rôle essentiel. Le processus fonctionne mieux avec de bons conducteurs électriques tels que le cuivre ou l'aluminium, mais il peut être adapté pour travailler avec des métaux moins conducteurs tels que l'acier.
Cette technique peut aussi être utilisée pour remplacer la découpe laser, notamment dans le secteur automobile[4],[5].
Comparaison avec l'usinage mécanique
Le formage électromagnétique a un certain nombre d'avantages et d'inconvénients par rapport aux techniques conventionnelles de formage mécanique.
Certains des avantages sont :
- L'amélioration de la formabilité (la quantité d'étirement disponible sans déchirure)
- Les plis peuvent être considérablement réduits
- Le formage peut être combiné avec l'assemblage de différents composants, y compris le verre, le plastique, les matériaux composites et d'autres métaux.
- Des tolérances serrées sont possibles comme le retour élastique (en) peut être considérablement réduit.
- Des matrices avec un seul côté sont suffisantes, ce qui peut réduire les coûts d'outillage.
- Les besoins en lubrifiants sont réduits ou inutiles, donc le formage peut être réalisé en salle blanche.
- Le contact mécanique avec la pièce à usiner n'est pas nécessaire, cela évite la contamination de la surface et les marques d'outillage. En conséquence, une finition de surface peut être appliquée à la pièce avant le formage.
Les principaux inconvénients sont :
- Les matériaux non-conducteurs ne peuvent pas être formés directement, mais peuvent être formé à l'aide d'une plaque conductrice.
- Les hautes tensions et courants impliqués nécessitent des considérations de sécurité importantes.
Notes et références
- Frédéric Parisot 2015, Introduction, p. 68.
- Frédéric Parisot 2015, Une puissance quasi infinie, p. 67.
- Frédéric Parisot 2015, Repousser les limites mécaniques des matériaux, p. 69.
- Société Chimique de France, « SCF Flash info : Un nouveau procédé de découpe par champs électromagnétiques », , p. 12
- « Découpe d’acier par champ électromagnétique »
Voir aussi
Articles connexes
Liens externes
- SARL Metatron, « Le magnétoformage » (consulté le )
- (en) « Industrial Application of the Electromagnetic Pulse Technology » [archive du ], PSTproducts GmbH, sur PSTproducts GmbH (consulté le )
- (en) « Electromagnetic Forming of Cylindrical Components » [archive du ], Magnet-Physik, sur Magnet-Physik (consulté le )
Bibliographie
- [Rioux 1987] C. Rioux et F. Rioux-Damidau, « Énergétique du formage magnétique », Revue de physique appliquée, CNRS Éditions, vol. 22, no 4, , p. 253-259 (lire en ligne)
- [Frédéric Parisot 2015] Frédéric Parisot, « Ça pulse chez Bmax », L'Usine nouvelle, no 3436, , p. 66-71 (ISSN 0042-126X, lire en ligne)
- « Materials and Manufacturing: Electromagnetic Forming of Aluminum Sheet » [archive du ], Pacific Northwest National Laboratory, sur Pacific Northwest National Laboratory (consulté le )
- « Electromagnetic Hemming Machine And Method For Joining Sheet Metal Layers » [archive du ], US Patent and Trademark Office, sur US Patent and Trademark Office (consulté le )
- « Resources on Electromagnetic and High Velocity Forming » [archive du ], Department of Materials Science and Engineering, Ohio State University, sur Department of Materials Science and Engineering, Ohio State University (consulté le )
- « Electromagnetic Metal Forming Handbook » [archive du ], An English translation of the Russian book by Belyy, Fertik, and Khimenko, sur An English translation of the Russian book by Belyy, Fertik, and Khimenko (consulté le )
- « FEA of electromagnetic forming using a new coupling algorithm », Ali M. Abdelhafeez, M.M. Nemat-Alla and M.G. El-Sebaie, sur Ali M. Abdelhafeez, M.M. Nemat-Alla and M.G. El-Sebaie (consulté le )
- J.Y. Renaud, Formabilité à grande vitesse de déformation, application aux techniques de formage électromagnétique et électrohydraulique, Thèse,, Université de Nantes,
- « Formage électrohydraulique et électromagnétique », sur https://fr.scribd.com/
 Portail de l’électricité et de l’électronique
Portail de l’électricité et de l’électronique  Portail des sciences des matériaux
Portail des sciences des matériaux  Portail de la production industrielle
Portail de la production industrielle  Portail de la physique
Portail de la physique