Moulage par injection de poudre
Le moulage par injection de poudre (powder injection molding en anglais) est un moulage par injection de pièces à partir de mélange de poudre métallique ou céramique et de liant polymère[1].
Le feedstock
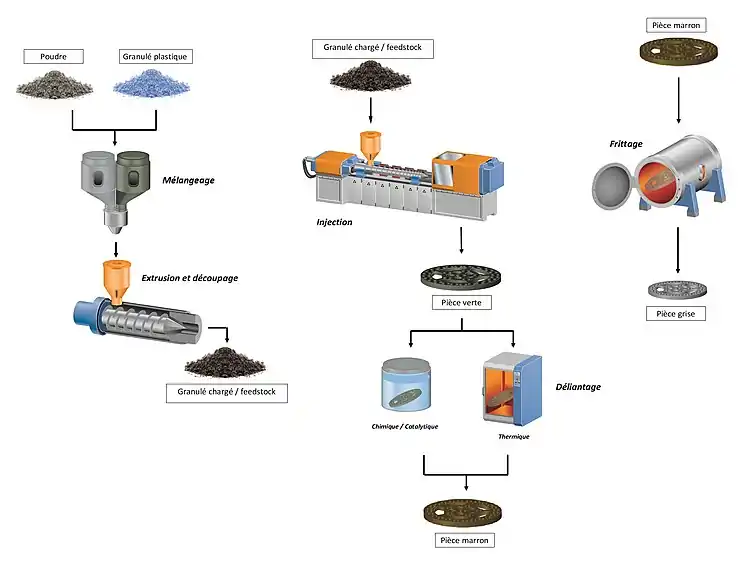
Ce liant est lui-même composé de différents polymères, dont des thermoplastique (PE/PP), des fluidifiants(PW/PEG) ou des mouillant (SA). On mélange le liant et la poudre dans des proportion avoisinant le 40% poudre / 60% liant. En effet les grains métalliques restent solides pour l'instant, ce qui fait qu'une trop grande proportion de poudre augmente la viscosité du mélange jusqu'à un point maximale ou le mélangeage n'est plus possible. On utilise alors une proportion dite "critique", de quelques pourcents de moins que la proportion maximale. Selon la taille et la géométrie des grains ces deux seuils peuvent varier. (voir granulométrie). Ce mélange, appelé « feedstock » est extrudé puis découpé en paillettes pour être utilisé dans une presse à injection.
La pièce
Une fois la pièce injectée, on obtient un « vert » soit une pièce tenue en place par le liant. On retire ensuite ce liant lors du déliantage, qui peut être effectué de différentes manières (par voie aqueuse; thermique ou chimique), ce qui donne une pièce « marron ».
Cette pièce dont la quasi-totalité du liant a été enlevée est très fragile car composée d'environ 40 % d'air, n'étant lié que par les restes du liants. Le pièce marrons doit finalement être fritté [2](sintering en anglais), étape pendant laquelle la pièce est soumis à une température proche du point de fusion de la poudre. Cette température vas permettre aux grains de se souder entre eux pour créer un solide.
On obtient après cette étape une pièce « grise », composé du matériau de la poudre seulement et ayant rétrécie par rapport au volume du moulage (dus aux espaces laissé par le liant). Selon les procédés on peut obtenir des pièces ayant une densité de 95% à 99,5 % pour des applications différentes. La pièce est alors finie, possédant une bonne qualité de surface (Ra <1,5 µm).
Autres considérations
Selon le matériau utilisé on parle en anglais de ceramic injection molding (CIM) ou de metal injection molding (MIM).
Cette technique a l'avantage de pouvoir créer des formes complexes avec un excellent état de surface et des tolérances fines. Plus rentables pour des formes complexes, le moulage par injection de poudre permet la réalisation en moyennes et grandes séries de petites pièces pour un vaste marché : médical, horlogerie, lunetterie, outillage, électroménager, connectique, automobile, etc. Faisant partie de la famille des techniques par réplication, c'est une technique très économe en matière première (pour la partie poudre). C'est un éco-procédée dans ce sens de non création de déchet et le fait que l'on utilise pas d'huiles.
Les désavantages sont le cout d'outillage, qui nécessitent des moyennes ou grandes séries pour être rentables. De plus les liants sont des produits pétroliers qui sont peu ou pas recyclés lors de la phase de déliantage.
Grâce à cette technique et à la technologie de poudres, il devient possible de créer des alliages extrêmement homogènes, qui ont une très bonne résistance à la corrosion, entre autres qualités.
Références
- « Les Étapes du procédé PIM : de l'élaboration du feedstock au frittage », sur Pôle Matériaux et Structures (MAS) (consulté le )
- Vocabulaire de la chimie et des matériaux, Termes, expressions et définitions publiés au Journal officiel, FranceTerme, 2018
 Portail des sciences des matériaux
Portail des sciences des matériaux