Pudelación
La pudelación (también llamada pudelado o pudelaje) es un antiguo proceso metalúrgico utilizado para afinar la fundición de hierro, desarrollado a partir de finales del siglo XVIII en Gran Bretaña. Consistía en descarburar el arrabio obtenido de los altos hornos en un horno de reverbero usando escoria oxidante. Este procedimiento permitió disponer en grandes cantidades del producto conocido como hierro pudelado, que se convirtió en el material principal en la construcción de estructuras y puentes metálicos durante buena parte del siglo XIX en Europa. El perfeccionamiento de los convertidores y del horno Martin-Siemens, hizo que el hierro pudelado fuera totalmente sustituido por el acero desde comienzos del siglo XX.

Visión general
La palabra pudelación proviene del verbo inglés to puddle, que significa "remover". El método fue desarrollado por Henry Cort en 1784, y luego mejorado significativamente por Samuel Baldwin Rogers y Joseph Hall en el siglo XIX.
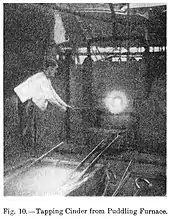
El arrabio se calentaba a una temperatura muy alta en un horno de reverbero. El pudelador, un trabajador a cargo de la operación, activaba la reacción al remover este hierro fundido con la ayuda de un largo gancho de hierro. Los lentejones de hierro refinado (denominados lupas) formaban una capa flotante que se extraía del horno en forma de bolas para ser primero cingladas a martillo y después forjadas o laminadas en forma de barras.
El pudelado reemplazó a los procedimientos anteriores que requerían el uso de carbón vegetal, porque al consumir solo hulla, permitía la fabricación de hierro en grandes cantidades. Los arcos de la Estación de París Este, la Torre Eiffel de París y el armazón original de la Estatua de la Libertad se construyeron con hierro pudelado, producido por la Sociedad de las Acerías de Pompey. Sin embargo, después de haber sido ampliamente utilizado a lo largo de todo el siglo XIX, en cuanto se desarrollaron los convertidores, el hierro pudelado dio paso gradualmente al acero, un material de mejores características mecánicas y cada vez más competitivo económicamente.
Historia de la pudelación

Se produjo una auténtica revolución en el proceso del refinado del hierro gracias al inglés Henry Cort, quien introdujo en 1784 dos nuevos procedimientos: la pudelación y el laminado. Su patente sobre el pudelado tiene fecha de febrero de 1784, pero ya existía una patente semejante presentada por Peter Onions en mayo de 1783.
En la pudelación, el hierro colado o fundición se pasaba a un largo horno de reverbero cerrado, antes de que se enfriase, donde entraba en contacto con chatarra o escorias de óxido de hierro. En este horno, el mineral era removido por unos obreros llamados pudeladores, equipados con largas palas. Las impurezas ardían (carbono, azufre) o eran arrastradas junto con las escorias.
El esfuerzo requerido por esta labor se desarrollaba en un ambiente sumamente caluroso por la proximidad al horno, por lo que era un trabajo muy penoso que causaba muchas bajas entre los operarios, siendo difícil encontrar obreros de más de 35 años dedicados al pudelaje.
Al salir del horno de pudelación, la fundición tenía el aspecto de una masa pastosa y había perdido la mayor parte de las impurezas previas, con excepción del fósforo.
Laminado
Tras el horno de pudelación, la masa fundida pasaba al tren de laminado, en donde una serie de rodillos la comprimían y conseguían extraer más impurezas mediante presión. Esto confería una ventaja adicional, pues se podían dar determinadas formas al hierro (raíles, perfiles cuadrados o circulares, etc) si el último de tales rodillos tenía dichas formas grabadas y actuaba por tanto como un molde.
El procedimiento de Cort, junto con el anterior desarrollo del hierro colado por Abraham Darby I, permitió aumentar la producción y atender la fuerte demanda de hierro durante esta etapa de la Revolución Industrial para la fabricación de maquinaria, puentes, armamento y otros usos en la construcción. También sirvió para proporcionar hierro barato para la exportación. Así, en la Inglaterra de finales de siglo, se exportaba un 15-20 % de la producción total. La llegada del ferrocarril volvió a incrementar la demanda de hierro pero, gracias a las mejoras anteriores, la producción se cuadruplicó en 20 años. Al mismo tiempo, el precio disminuía, pasando de 42 libras por tonelada en 1750 a 25 libras en 1820.[1]
Expansión a otros países
Tras generalizarse el pudelado, la producción de hierro siguió concentrada en el Reino Unido, lo que dio una ventaja considerable a este país. Unas décadas más tarde, el proceso se emplearía en otros países: llegó a Silesia superior en 1802, a Francia en 1817, y hacia 1825 a la región del Ruhr. En Bélgica se conseguiría también un desarrollo importante.[2]
No obstante lo anterior, hacia 1825 el precio del hierro inglés era la mitad que el del hierro francés; y hacia 1850, el Reino Unido aún producía cuatro veces más hierro que Francia y Alemania juntas.
Origen del proceso
Abraham Darby I, al desarrollar el alto horno empleando carbón de hulla transformado en coque, liberó la producción de arrabio de la baja disponibilidad de carbón vegetal. Pero para transformar el hierro fundido en acero o en hierro con un contenido aceptable de impurezas, todavía no se había hallado la manera de prescindir de este combustible. El metalúrgico alemán Adolf Ledebur resumía el problema de esta manera:
En el transcurso del siglo XVIII, el consumo de hierro alcanzó cierta extensión, mientras que la deforestación, cada vez más extendida, encarecía el escaso combustible vegetal. Por tanto, era necesario buscar los medios de emplear para la refinación, como se había hecho para la producción de hierro fundido, combustible mineral en lugar de carbón vegetal. El carbón mineral en los hornos disponibles no se prestaba a esta sustitución, puesto que ponía el hierro en contacto con una materia siempre más o menos sulfurosa. Por lo tanto, era necesario tener hornos donde el metal no tocara el combustible sólido y estuviera exclusivamente sometido a la acción de las llamas. Al mismo tiempo, se podría utilizar el carbón en bruto, lo que se había logrado durante mucho tiempo en los hornos de reverbero aplicados a la fusión de diferentes metales. Siguiendo esta idea, el inglés Cort imaginó en 1784 el proceso de refinado al que se le dio el nombre de "puddling" de la palabra inglesa "to puddle", que significa "remover".[L 1]A. Ledebur, Manuel théorique et pratique de la métallurgie du fer, p.366
La pudelación era una manera de refinado del hierro mediante la que se conseguía rebajar su contenido de carbono hasta un porcentaje muy bajo y, sobre todo, eliminar casi todo el azufre, por lo que el material resultante podía transformarse fácilmente en hierro forjado. Durante la pudelación, el metal fundido se removía o batía dentro de un horno de reverbero para conseguir airearlo. Así, se hacía arder el carbono y el azufre, con lo que se obtenía un metal más puro y de mejores propiedades mecánicas.
Pudelado en seco
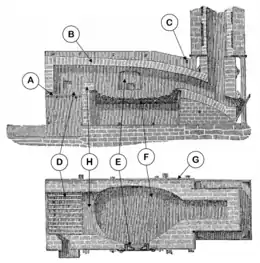
A: Puerta de alimentación del combustible; B: Bóveda refractaria; C: Tirantes; D: Parrilla; E: Puerta de trabajo; F: Zona de trabajo y solera; G: Placa de sujeción; H: Altar
El horno de reverbero ya era conocido en la metalurgia de los metales con puntos de fusión más bajos, como el estaño, el plomo o el cobre. La idea de extender su principio al afinado del hierro fundido aparece por primera vez en la patente que presentó Peter Onions el 7 de mayo de 1783.[nota 1] Pero el desarrollo del proceso en la factoría Dowlais and Cyfarthfa Ironworks no tuvo éxito, y el director de la fábrica William Reynolds le ordenó abandonar las pruebas el 17 de febrero de 1784.[3]
El 13 de febrero de 1784, el inglés Cort presentó la patente para un horno de reverbero ligeramente diferente.[3] La solera sobre la que trabajaba era un montón -cuidadosamente dispuesto- de materiales refractarios, cuarzo y arena. La combustión del carbono presente en el hierro fundido, que se producía mediante una corriente de aire, era muy lenta y debía activarse mediante la manipulación de la masa metálica. A pesar de ello, la duración de la reacción producía una elevada reducción del carbono, pero también una considerable oxidación del hierro.[L 2] Este proceso tenía otras limitaciones:
- Compuesta esencialmente por sílice, la solera no reaccionaba con el silicio contenido en la fundición. Sin embargo, este silicio tenía que oxidarse para obtener hierro maleable en caliente.[nota 2] Solo las fundiciones con bajo contenido de silicio, denominadas fundiciones blancas, eran adecuadas para este proceso.[nota 3]·[T 1]
- La oxidación del metal conducía a un consumo de más de dos toneladas de fundición blanca para producir una tonelada de hierro.[T 1]
- El óxido ferroso producido durante la oxidación del hierro fundido se mezclaba con la arena del hogar. Este óxido, que tiene un punto de fusión de 1369 °C, se adhería a solera, que se volvía pastosa y se deterioraba rápidamente.[T 1]
El proceso de Cort se llama "pudelado en seco" porque la fundición blanca no es muy viscosa en caliente y la solera, que no es muy fusible, generaban poca lechada. El proceso permitía obtener hierro en cantidad, pero sin reducir significativamente los costes. En consecuencia, su principal ventaja se limitaba al combustible, que podía ser carbón de mala calidad (turba o lignito) o incluso madera.[L 2]
Pudelado en húmedo
Tal como fue iniciado por Cort, el pudelado en seco solo fue adoptado por "las fábricas que no podían abastecerse de carbón, y Cort murió en 1800 sin haber aprovechado su invento".[L 2]
En 1818, Samuel Baldwin Rogers inventó un hogar sostenido por una placa de hierro fundido enfriada por agua (otros adoptarán más adelante el hogar enfriado por aire).[T 1] Pero era "innegable que el enfriamiento vigoroso […] aumentaba el consumo de combustible, aunque este gasto era menor que el que implicarían las reparaciones frecuentes de un horno menos enfriado".[L 3] En efecto, si la bóveda refractaria solo duraba seis meses, una solera de hierro fundido podía utilizarse durante casi tres años.[P 2] Sin embargo, esta mejora seguía siendo demasiado marginal para que Rogers la aprovechara.[4]
Alrededor de 1830, después de algunos experimentos, Joseph Hall retomó el desarrollo del hogar enfriado, pero lo cubrió con un revestimiento refractario oxidante. Esta innovación la sistematizó en la fábrica que acababa de fundar en Tipton.[T 2] De hecho, el oxígeno necesario para la refinación provenía de este revestimiento en contacto con el metal, en lugar de provenir de una corriente de aire. El proceso era más rápido y la producción de un horno se triplicaba en comparación con el proceso anterior. El relleno de Hall, llamado "bull dog", se componía esencialmente de óxidos de hierro tostados procedentes de pudelados anteriores. La velocidad de la reacción reducía significativamente el consumo de combustible y las pérdidas por oxidación.[L 2]
| Principales componentes de algunos revestimientos de hornos (en % en peso, Σ ≤ 100 %)[5] | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Nombre del revestimiento | FeO | Fe 2O 3 |
MnO 2 |
SiO2 | TiO 2 |
CO 2 |
PbSO 4 |
CaO | Al 2O 3 |
MgO | Residuos insolubles y agua |
| Bull dog (escoria y batiduras tostadas) | 4 | 64 | 16 | 11 | 1 | ||||||
| Mineral violeta (piritas transformadas en hematita por tostación[6]) | 95 | 1 | 2 | ||||||||
| Tierra de alfarería (mineral de hierro manganesífero con carbono del norte de Staffordshire[T 3]) | 47 | 2,54 | 3 | 31 | 1 | 1 | 14 | ||||
Estas mejoras supusieron un avance fundamental. El proceso mejorado y patentado por Hall en 1839, llamado "pudelado graso" o "ebullición", a diferencia del método primitivo de Cort, se extendió rápidamente:
En los viajes metalúrgicos de los señores Dufrénoy, Coste y Perdonnet, se observa (1ª edición) que en 1823 todavía era general el uso de soleras de arena. Hacia 1820 se comenzó a sustituir la arena por escoria triturada. En 1829, hay soleras de hierro fundido aquí y allá, pero los autores agregan que al pudelar directamente sobre el hierro fundido (sin una capa de chatarra o escoria), los resultados fueron defectuosos. Finalmente, en 1837 (2ª edición), los hogares de fundición de hierro eran de uso general.[G2 1]Emmanuel-Louis Gruner, Traité de métallurgie, p. 168, nota al pie de página
Con una composición adecuada de óxidos, el proceso era además bastante eficaz en la desfosforación y permitía utilizar minerales de hierro con fósforo, comunes en Europa. Pero no conseguía transformar económicamente las fundiciones muy cargadas de azufre y de fósforo en un hierro adecuado.[P 3] Cada maestro pudelador se esforzaba en perfeccionar empíricamente con más o menos éxito el reactivo colocado en la solera.[L 4]
Proceso
Preparación de la solera
El primer paso del pudelado consiste en cubrir el hogar con un material que reacciona con el hierro fundido utilizado. Se utilizan tres componentes:
- Óxidos generalmente de pudelados anteriores o del mineral de hierro hematita. Esta mezcla, recomendada por Hall, se tuesta y luego se enriquece con hierro oxidado. El objetivo es disponer de una sustancia capaz de suministrar oxígeno para acelerar la combustión del silicio y el carbono en la fundición.[L 5]
- También se recomiendan los minerales básicos, como la cal, que eliminarán el fósforo y el azufre.[nota 4][L 6]
- Fundentes, como el espato de flúor, que rebajan el punto de fusión de la escoria y permiten tener una colada suficientemente fluida como para garantizar un buen contacto de la escoria con la fundición.[L 6]
Los dos últimos componentes son mejoras del proceso de Hall. Las mezclas realizadas variaban según las fundiciones utilizadas y la calidad del hierro buscado. Las mezclas se realizaban de forma empírica y en ocasiones eran secretas, por lo que "se han propuesto e intentado añadir un gran número de sustancias cuyo efecto no puede sino ser absolutamente opuesto al fin perseguido".[L 4]
Esta capa de escorias y óxidos se calentaba hasta su fusión. Luego, durante el pudelado se reducía la temperatura para que se solidificara una costra que protegía el hogar de hierro fundido al mantenerlo aislado.[L 7]
Carga del horno
A continuación, se cargaba el arrabio fundido sobre esta capa de óxidos. Como el pudelado se podía realizar sobre una solera básica, era posible tratar fundiciones ricas en silicio o fósforo. Las cualidades del producto final también eran importantes en la elección de las fundiciones. Para producir acero, las fundiciones ricas en manganeso (las spiegeleisen) eran esenciales porque este elemento retrasa la descarburación.[L 8][G2 2] La fundición gris, rica en silicio, acidificaba la escoria generando sílice, lo que limitaba la desfosforación.[L 8] La fundición blanca, baja en silicio, era la más fácil de descarburar.
Trabajo de pudelado
Tan pronto como la fundición de hierro comenzaba a derretirse, intervenía el pudelador. Su trabajo comenzaba cuando notaba la aparición de pequeñas llamas azules que salían de la superficie del líquido, características de la combustión del carbono. Luego, bajaba la temperatura del horno limitando el tiro de la chimenea y comenzaba a remover la colada de hierro para ponerla en contacto con los materiales de la solera.[T 4] El conjunto de operaciones "requiere un gran esfuerzo muscular y en condiciones agotadoras".[P 4][P 5] También exigía obviamente una gran destreza:
… el trabajo del obrero consiste […] en remover el hierro colado y la escoria con la ayuda de una barra curvada en ángulo recto en su extremo; es la herramienta llamada “gancho”. Las partículas metálicas se mezclan así con los elementos oxidados y ambos quedan expuestos a la influencia del aire. Para operar la mezcla, la puerta de trabajo en sí no se abre. El trabajador experimentaría un calor excesivo y el horno mismo se enfriaría. Nos contentamos con introducir las herramientas mediante una simple apertura de entre 10 y 15 cm en el lateral del horno, practicada en la parte inferior de la puerta, y fácil de cerrar...A medida que el hierro se purifica, se vuelve menos fusible;[nota 5] por lo tanto, es necesario para poder continuar removiendo, aumentar gradualmente la temperatura, volviendo a abrir gradualmente la compuerta de la chimenea.
En lugar del gancho, el trabajador utiliza con bastante frecuencia una antigua herramienta biselada, llamada "palet", que permite despegar de la solera las partes que se han enfriado o endurecido, y que tienden a adherirse a ella.[G2 3]M.L. Gruner, Traité de métallurgie, p. 171 § 404
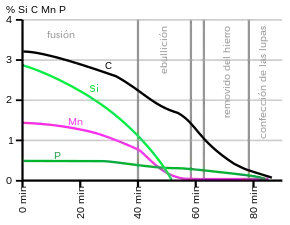
La descarburación de la fundición provocaba burbujeo, correspondiente a la liberación de monóxido de carbono. Cuando se detenía, se podía incrementar aún más la descarburación hasta obtener hierro, realizando giros de hierro, es decir volteando la masa ferrosa para completar la conversión.[L 9]
Extracción del hierro producido
Cuando el pudelador consideraba que la colada ya estaba refinada, dividía la masa metálica en unas pocas bolas, que se prensaban en el horno para purgarlas de escoria.[L 9]
La extracción de estas bolas fuera del horno debía ir seguida inmediatamente de un proceso de martillado o laminación para extraer la última escoria[nota 6] y darle una forma utilizable, generalmente barras.[7] Durante esta fase, el comportamiento del metal caliente permitía juzgar su calidad: un alto contenido de azufre lo volvía quebradizo, y la emisión de chispas azules indicaba una descarburación insuficiente. Si se estimaba necesario, la plancha se podía volver a colocar en el horno para un tratamiento posterior.[L 10]
Una vez que el horno estaba vacío, se inspeccionaba la solera para repararla si fuese necesario. En el caso de un revestimiento básico, la escoria se saturaba con óxidos de azufre y fósforo, por lo que se calentaba hasta el estado líquido y luego se vertía fuera del horno.
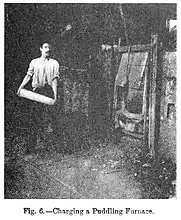 Carga del arrabio |
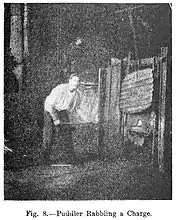 Pudelador agitando la carga con su gancho |
 Extracción de la bola de hierro pudelado del horno |
 Colada de escorias |
Corte y forja del hierro
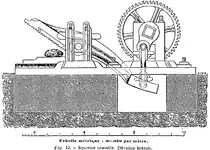
Durante el cinglado, la escoria fluía en abundancia, y las partículas de metal se soldaban entre sí cada vez más.[L 10] Para obtener este resultado, era necesario que la operación de pudelado diese como resultado una escoria con un punto de fusión bajo, lo que llevaba a limitar su contenido de magnesia o de cal. La escoria podía entonces ser solo esencialmente silícea, lo que degradaba la eficacia de la oxidación del carbono, el fósforo y el azufre, o contener fundentes, como espato de flúor.[L 11] Al final del cinglado, se obtienen barras de hierro en bruto. La oxidación de su superficie era tanto más importante cuanto más prolongado era el trabajo en caliente.[L 10]
Por lo tanto, un buen cinglado era inseparable del pudelado. En 1783, un año antes de patentar el refinado mediante el horno de reverbero, Cort presentó una patente para un laminador estriado, capaz de trabajar el metal sin estirarlo.[P 6][nota 7]
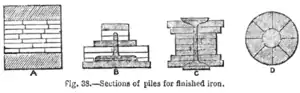
Una vez trabajado, el hierro en bruto se cortaba en pequeñas barras que se clasifican según su calidad. Se apilaban en fardos, dispuestos en ángulo recto. Era posible disponer las piezas de hierro bruto según su calidad. Por ejemplo, si el paquete estaba destinado a convertirse en un riel, se colocaban los hierros más resistentes al desgaste en el perímetro exterior. Recalentados en un horno, estos paquetes de barras se soldaban y laminaban para fabricar perfiles de hierro comerciales.[P 8]
 Martinete frontal utilizado para el cinglado de hierro en bruto después del pudelado |
 Prensa "cocodrilo" utilizada para el cinglado de hierro en bruto después del pudelado |
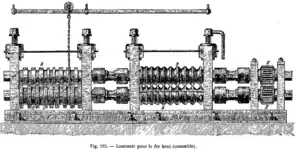 Laminador de flauta utilizado para terminar el cinglado del hierro en bruto y convertir la bola de hierro en una barra |
Por lo tanto, el hierro forjado a menudo se denominaba "fibroso". Consistía en una matriz de hierro en la que quedaban presentes la escoria del pudelado y la oxidación formada en la superficie de las piezas de hierro en bruto durante el cinglado.[8] La disposición de los paquetes permitía orientar estas impurezas de tal manera que limitaba su efecto nocivo.[P 9] Esto requería un proceso de forjado repetido y herramientas de gran potencia: esta es la era de los martillos pilones, capaces de perfeccionar el pudelado y de forjar piezas grandes con precisión.[P 10]
Expansión y desaparición del pudelado
Hierro pudelado
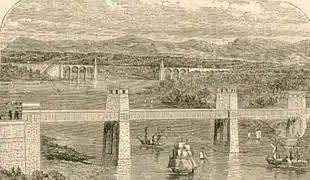 Puente Britannia, construido en 1850 con hierro pudelado, que estableció un nuevo récord con dos vanos de 140 m de luz cada uno |
 Viaducto de Garabit, construido en 1884 con hierro pudelado |
El pudelado permitió obtener hierro con unas características superiores a la fundición: el puente del Carrousel de 1834 corresponde al apogeo de los puentes de fundición, mientras que el puente Britannia, inaugurado dieciséis años después y construido en hierro pudelado, traspasaba los límites de la construcción metálica existentes hasta entonces de forma espectacular.[9]
En un momento en que las fluctuaciones en la calidad del arrabio de un alto horno eran poco conocidas, el pudelado era un proceso muy interesante. De hecho, la solidificación de la fundición de hierro facilitaba la clasificación de los tochos de arrabio.[nota 8] La lentitud de la operación facilitaba su control y garantizaba el éxito del afinado siempre que el pudelador fuese competente.[10] Finalmente, una juiciosa disposición de las barras de hierro en bruto en los paquetes en los que se disponían antes de la forja mejoraba el comportamiento de las piezas fabricadas.[P 9]
Pero el hierro forjado seguía siendo un material heterogéneo. La forja estiraba las inclusiones de óxidos y escorias en fibras orientadas en una dirección específica, mientras que la matriz de hierro es isótropa.[11] Tensionando perpendicularmente estas fibras, se rompía fácilmente.[12]
La adopción del hierro pudelado también condujo a un importante esfuerzo de investigación sobre la corrosión, un fenómeno del que carecían la fundición de hierro y la piedra utilizados hasta entonces.[T 5] Por otro lado, su bajo contenido en carbono lo convertía en un material insensible al efecto del templado,[T 6] siendo especialmente adecuado para el roblonado en caliente.[13]
Características del hierro pudelado
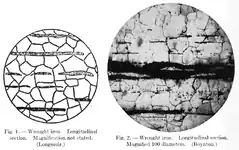 Metalografía de una pieza de hierro pudelado, paralela a su "fibra". El corte deja ver, en gris oscuro, las inclusiones estiradas por el forjado |

El hierro pudelado es una forma particular del hierro forjado, caracterizada por el procedimiento siderúrgico utilizado para producirlo originalmente, la pudelación. Este procedimiento permitía eliminar una gran parte del carbono, del silicio y del azufre presentes en el arrabio. Su composición final debe tener una concentración de carbono inferior al 0,01% y de escoria menor del 0,003%.[14]
La microestructura presenta tanto granos de ferrita como restos de escoria en la dirección del laminado, característica que ya se intuye en la macrografía.
Este hierro muestra una gran resistencia a la corrosión, es muy dúctil y se emplea en la fabricación de tuberías, remaches, placas, etc. También se le suele denominar hierro dulce, forjado o suave.[14]
En cuanto a su composición química, su bajo contenido en carbono, inferior al 0,01%, hace que se le denomine hierro, a diferencia de los aceros, cuyo contenido de carbono por lo general puede variar entre el 0,02% y el 2%,[15] o entre el 0,03% y el 1,075%,[16][17] según las fuentes consultadas. Otra característica particular del hierro pudelado es su estructura microcristalina fibrosa, producto del efecto de las operaciones de cinglado y de laminado de la masa de hierro en caliente, que consigue orientar en una dirección preferente las inclusiones de escoria presentes en la masa de hierro.
Estancamiento y posterior desaparición del proceso

Gustave Eiffel construyó su torre con hierro pudelado en 1889, lo que permite afirmar que el proceso todavía se seguía empleando a pesar de la aparición de los convertidores Bessemer y Thomas, inventados respectivamente en 1855 y 1877. De hecho, la lentitud del proceso de pudelado permitía obtener un buen control de su progreso, lo que garantizaba la calidad del metal obtenido, aunque ya por entonces la producción de acero acababa de superar a la de hierro en Gran Bretaña.[18]
Pero el consumo energético en el proceso de pudelación seguía siendo muy elevado: mientras que el convertidor solo utilizaba el calor resultante de la combustión de elementos indeseables (silicio, carbono y fósforo), el pudelado requería alimentar continuamente el fuego para mantener la carga caliente. Además, la eficiencia térmica de un horno de pudelar no superaba el 7%,[nota 10] escapando los humos del horno sin comunicar su calor a la carga. De hecho, las primeras pruebas para la recuperación del calor de combustión realizadas por Carl Wilhelm Siemens en su horno regenerativo debieron superar el problema de la contaminación generada por el humo en el material fundido.[L 12]
La invención del convertidor Martin-Siemens, que también es un horno de reverbero, pero equipado con recuperadores de calor, provocó el abandono paulatino del pudelado durante la primera mitad del siglo XX.[10] El horno regenerativo, que trabajaba el metal en estado líquido, requería menos mano de obra y combustible, al tiempo que permitía la producción de aceros de gran calidad.[nota 11]
En 1870, la producción de hierro en Francia era siete veces superior a la de acero, y en Gran Bretaña todavía era cinco veces mayor. Pero a partir de esa fecha casi no se construyeron más hornos de pudelado. En 1910, las proporciones se habían invertido: la producción de hierro ya no alcanzaba ni la quinta parte de la del acero en estos dos países.[18]
En la cultura popular
- En la obra de Julio Verne Los quinientos millones de la Begún se puede encontrar una descripción literaria pero precisa del proceso de pudelado.
Véase también
Notas
- Sin embargo, hay una patente presentada el 17 de junio de 1766 por Thomas y George Cranage, de la fundición de hierro de Colebrook Dale, que describe con precisión un proceso de pudelado. Pero si al menos un testimonio oral pudo confirmar que efectivamente se realizó allí un pudelado, nada permite explicar por qué el proceso no conoció expansión alguna.[P 1]
- Un hierro que contiene 1% de silicio se comporta de forma quebradiza hacia los 600°C.
- Las fundiciones blancas, que contienen poco silicio, son las más fáciles de descarburar. Pero también son más resistentes y difíciles de conseguir que las grises, lo que las convierte en fundiciones caras.
- La oxidación del fósforo se realiza formando el óxido de fósforo(V) (P
2O
5), que solo se puede eliminar si es fijado por una escoria básica. El azufre es más difícil de eliminar: varios productos son adecuados: magnesio, sosa, carburo de calcio… pero todos requieren una escoria fuertemente básica. - Disminuyendo el contenido de carbono de la mezcla, manteniéndose constante la temperatura en el horno, y siendo la temperatura de fusión del tipo eutéctica, aumenta la temperatura de fusión de la mezcla, provocando un aumento de la viscosidad.
- Con el cinglado se trabajan las lupas o lentejones de metal obteninos para eliminar las impurezas. Esta operación es distinta de la forja, que generalmente viene después, y que tiene por objeto dar forma geométrica a la masa de metal.
- Cort ideó, por tanto, un tren de laminación apto para el cinglado. Esta herramienta era más productiva que los martillos, pero trabajaba menos efectivamente el metal. En 1865, Percy notó que este laminador había sido abandonado para retornar al cinglado, y los pudeladores recurrieron nuevamente a los martillos.[P 7]
- La separación del arrabio del material infiltrado en la arena se realizaba rompiendo el canal de salida del hierro fundido. La morfología de la fractura informaba al fundidor sobre la calidad del arrabio obtenido.
- El aplastamiento de la barra provoca deformaciones que son perpendiculares a la fibra del metal. Al realizarse el tratamiento por debajo de la temperatura de forja del hierro pudelado, no se pudo volver a soldar el hierro, lo que provocó la desintegración de la estructura fibrosa de la barra.
- A modo de comparación, a principios del XX, la eficiencia térmica de un alto horno alcanzaba el 70% y el 25% en un horno Martin-Siemens.[T 7]
- En 1906, el hierro forjado costaba entre un 10 y un 20% más que el acero más barato. En cuanto al acero obtenido por cementación de hierro pudelado, costaba tres veces más que el acero obtenido en el convertidor Martin-Siemens.[19]
Referencias
- Historia económica mundial y de España. Joaquín Ocampo Suárez Valdés. Publicaciones de la Universidad de Oviedo, 2006. ISBN 8483175959. Pág. 66
- Historia universal Siglo Veintiuno. François Furet, Reinhart Koselleck, Louis Bergeron. Compilado por Marie-Henriette Alimen. 8ª ed. Siglo XXI de España Editores, 1981. ISBN 8432302198 Pág. 293
- Hayman, Richard (2003), University of Birmingham, ed., The shropshire wrought-iron industry c1600-1900 (A study of technological change) (en inglés), pp. 88-89.
- Ebbw Vale, ed. (1984 - 2011). «Famous person of Blaenau Gwent : Samuel Balwyn Rogers» (en inglés). Archivado desde el original el 14 de octubre de 2017. Consultado el 20 de marzo de 2022.
- Greenwood, William Henry; Sexton, A. Humbolt (1907), Iron (its sources, properties and manufacture) (en inglés), p. 196 de 266.
- Corbion, 2003, Purple Ore
- Gruner, E. L.; Lan, C.-R. (1862), Dunod éditeur, ed., État présent de la métallurgie en Angleterre, pp. 411-412.
- Bauerman, F.G.S, Hilary (1890), «A treatise of the Metallurgy of Iron», en Crosby Lockwood and Son, ed., Ilustrado por J. B. Jordan, Weale's scientific & technical series, Mining and metallurgy (en inglés) (6 (1ª ed. 1868) edición) (Londres): 496-497.
- Michel Cotte. Encyclopædia Universalis, ed. «Ponts métalliques (repères chronologiques)». Consultado el 09/03/2012.
- Corbion, Jacques (2003), «§ Puddlage», Le savoir… fer — Glossaire du haut-fourneau. Le langage… (savoureux, parfois) des hommes du fer et de la zone fonte, du mineur au… cokier d'hier et d'aujourd'hui, Prefacio de Yvon Lamy.
- Sauveur, Albert (1912), «III», en McGraw-Hill Book Company, ed., The metallography of iron and steel (en inglés), Londres, p. 3 de 440.
- Bessemer, Henry (1905), «XV», Sir Henry Bessemer, F.R.S. An autobiography (en inglés).
- OTUA - Office Technique pour l'Utilisation de l'Acier (ed.). «Tour Eiffel - Narrations». Archivado desde el original el 7 de febrero de 2013. Consultado el 09/03/2012.
- «X29 Hierro pudelado». Proyecto de Innovación Atlas Metalográfico. Universidad Complutense de Madrid. Consultado el 21 de marzo de 2022.
- Valor superior del contenido de carbono: "Las aleaciones de hierro y carbono que contienen más del 2% de carbono se denominan fundiciones". (Philibert et al. Métallurgie du minerai au matériau (Dunod, 2002, p. 660). Las fundiciones son aleaciones de hierro y carbono en cantidades superiores al 2%. (Hazard et al. Mémotech — Structures métalliques) (Casteilla, 2000, p. 14). Sin embargo, los valores indicados varían según los autores, entre el 1,67 y el 2,11%, según se consideren los valores utilizados por los fabricantes o los valores de los diagramas obtenidos en laboratorio.
- Domínguez, Esteban José; Ferrer, Julián (6 de octubre de 2014). FP Básica - Mecanizado y soldadura. Editex. ISBN 9788490039632. Consultado el 9 de noviembre de 2018.
- « Tipos de acero, 4.3 Clasificación en función de la composición(% de carbono)» Vázquez, Nerea López (11 de septiembre de 2015). Aceros y fundiciones. Editorial Club Universitario. ISBN 9788417262457. Consultado el 1 de noviembre de 2019.
- King, Peter (febrero de 2005). «The Production and Consumption of Bar Iron in Early Modern England and Wales». Economic History Review (en inglés) 58 (1): 1-33.
- Stoughton, Ph.B., B.S., Bradley (1908), McGraw-Hill Book Company, ed., The Metallurgy of Iron and Steel (en inglés), New York, pp. 63-64 de 509.
- Ledebur, Adolf (1895), Manuel théorique et pratique de la métallurgie du fer.
- p. 366
- p. 367
- p. 371
- p. 388
- p. 372
- p. 387-389
- p. 383-384
- p. 383
- p. 386
- p. 387
- p. 389-392
- p. 377-381
- Percy, John (1865), Traité complet de métallurgie.
- Tome 3, p. 54-56
- Tome 4, p. 17
- Tomo 4, p. 35
- Tome 3, p. 60
- Tome 4, p. 24-25
- Tome 3, p. 45
- Tome 1, p. LXIII
- Tome 4, p. 114-115
- Tome 4, p. 488-532
- Tome 4, p. 82
- Turner, Thomas (1908), The Metallurgy of Iron (By Thomas Turner…) (en inglés).
- p. 347
- p. 350
- p. 66
- p. 351
- p. 413
- p. 409
- p. 384
- Gruner, Emmanuel-Louis (1878), Traité de métallurgie — métallurgie générale.
- p.168
- p. 175
- p. 171
Bibliografía
- Ledebur, Adolf (1895), Librairie polytechnique Baudry et Cie éditeur, ed., Manuel théorique et pratique de la métallurgie du fer, Tome I et Tome II (Barbary de Langlade revu et annoté par F. Valton, trad.), ref_Ledebur.
- Turner, Thomas (1908), Sir William Chandler Roberts-Austen, ed., The Metallurgy of Iron : By Thomas Turner… (Being one of a series of treatises on metallurgy written by associates of the Royal school of mines), Griffin's metallurgical series (en inglés) (3 edición), C. Griffin & company, limited, p. 463, ISBN 978-1177692878, ref_Turner.
- Gruner, Emmanuel-Louis (1878), Dunod, ed., Traité de métallurgie — métallurgie générale, segundo, procédé de métallurgiques, chauffage et fusion, grillage, affinage et réduction, ref_Gruner.
- Percy, John (1865), Librairie polytechnique de Noblet et Baudry éditeur, ed., Traité complet de métallurgie (traduction supervisée par l'auteur, trad.), París, ref_Percy.
- King, Peter (febrero de 2005). «The Production and Consumption of Bar Iron in Early Modern England and Wales». Economic History Review (en inglés) 58 (1): 1-33.
- Hayman, Richard (2003), University of Birmingham, ed., The shropshire wrought-iron industry c1600-1900 (A study of technological change) (en inglés), pp. 88-89.
Enlaces externos
 Wikimedia Commons alberga una categoría multimedia sobre Pudelación.
Wikimedia Commons alberga una categoría multimedia sobre Pudelación.
| Control de autoridades |
|
|---|
 Datos: Q734243
Datos: Q734243- Multimedia: Puddling furnaces / Q734243