لحام قوسي غاز خامل-تنغستن
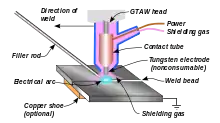
لحام قوسي غاز خامل-تنغستن (يرمز له اختصاراً TIG) هو أحد عمليات اللحام بالقوس الكهربائي، تتولد حرارته بواسطة قوس كهربائي ينتج بين قطب التنغستن وقطعة العمل.[1][2][3] ويستخدم في هذا النوع من اللحام غاز خامل، يُدفع هذا الغز من أسطوانة غاز مضغوط، إلى منطقة اللحام، من خلال المشعل؛ والهدف من هذا الغاز، هو عزل منطقة اللحام عن الهواء الجوي.

تاريخه
اكتشفت شركة إمفري ديفي (Humphry Davy) القوس الكهربائي في سنة 1800، ومن ثم بدأ تطوره (و لكن بشكل بطيء). و في سنة 1890 جاءت فكرة لحام في جو غاز خامل، من قبل (C. L. Coffin)؛ وذلك بسبب صعوبة لحام المواد غير الحديدية، مثل: الألومنيوم، والمنغنيزيوم؛ ويرجع سبب صعوبة لحمها لتفاعلاتها السريعة مع الهواء، مما يؤدي إلى ظهور شوائب في المعادن المذابة عند اللحام.
وفي هذا الوقت كانت هناك طرق مثل استخدام أقطاب تدفق مغطاة، هذا النوع لا يحمي بشكل كاف من التلوث في منطقة اللحام. ولحل هذه المشكلة استخدمت الغازات الخاملة المعبأة في زجاجات في بداية 1930 كوسيلة حجب لمنطقة القوس. وفي أواخر ذلك العام إنجازت عدة عمليات باستخدام غازات الحجب الجديدة مع التيار المستمر (DC) في مصانع الطائرات للحام معدن المغنيزيوم، حيث أن أول غاز حجب استخدم هو غاز الهليوم لذلك عرف باللحام الغازات الخاملة.
وخلال الحرب العالمية الثانية أنتجت مكائن اللحام ذات التيار المتناوب، بالإضافة لأجهزة استقرار التيار (الذبذبة العالية)، مما زاد من إمكانية إنجاز لحام المعادن غير حديدية، مثل الألمونيوم والمغنيزيوم بجودة عالية. كما استبدل غاز الهليوم بغاز الأرقون وذلك لتوفره بكثرة. حيث انتشر هذا النوع من اللحام في أوائل عام 1950، وسمي لحام بقوس التنغستن المحجب بغاز خامل (Gas tungsten arc welding) أو (TIG).
المعدات الأساسية
يجب توفر مجموعة من المعدات الأساسية للحام بقوس التنغستن، وهي كالتالي:
ماكينة اللحام

يكمن الهدف الأساسي من استعمال ماكينة اللحام هو مصدر الطاقة، توفير الطاقة الكهربائية المناسبة من الفولط والأمبير للحفاظ علي استمرارية إشعال القوس، فهناك عدة تيارات تستخدم في اللحام بقوس التنغستن، إذ نجد التيار المستمر (قطبية مباشرة (DC-))، وهي قطبية تستخدم في لحام جميع المعادن عدا الألمونيوم والمغنيزيوم. والتيار المستمر (قطبية معكوسة (DC+))، وهي قطبية تستخدم بوصل مشعل التيج إلى الطرف الموجب، والأرضي بالطرف السالب (اتجاه التيار من الطرف الموجب إلى السالب)، وهي قطبية لا تستخدم في اللحام بسبب ازدياد درجة الحرارة على قطب التنغستن، مما يؤدي إلى انصهاره وترسيب قطرات صغيرة في بؤرة اللحام. والتيار المتردد (AC) ويطلق على هذا النوع من التيار عدد من التسميات منها: التيار المتغير، التيار المتردد، التيار المتناوب.
وحدة الغاز
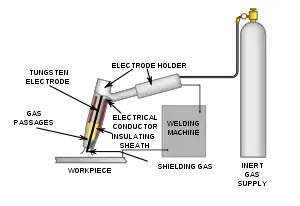
اللحام بقوس غاز التنغستن، هو أحد عمليات اللحام التي تستدعي استعمال غاز حجب لعزل العوامل الجوية المؤثرة عن منطقة اللحام، ونظرًا لهذا السبب أضيف إلى معداته ما يعرف بـ "وحدة الغاز"، وذلك لإيصال الغاز إلى منطقة اللحام. وتتكون هذه الوحدة من أسطوانة الغاز؛ وهي أسطوانات ذات ضغوط عالية، مثل أسطوانات الأكسجين من حيث الحجم والشكل، والمنظم الذي يستخدم لتخفيف الضغط الخارج من الاسطوانة، وجعله مناسب لضغط العمل. وتوجد منظمات خاصة بالغازات الخاملة، إضافة الي الليان المصنوعة من مادة البلاستيك العالية الجودة، والصمامات تنقسم إلى نوعين: يدوية، وكهربائية.
وفي اللحام بقوس التنغستن، يستخدم نوعان من الغازات، هما الأرجون، والهيليوم، ويستخدم أيضًا خليطهما، وهما (أي الأرجون، والهيليوم) غازان خاملان، ويتميزان بحجب قطب التنغستن، ومعدن المنصهر عن الهواء الجوي. بالإضافة الي المساعدة في إشعال القوس والمحافظة على استقراره، ويساعدان كذلك في التحكم بشكل محيط خط اللحام وكمية الاختراق. ولكل منهما خصائص تميزه عن الأخرى في اللحام.
وحدة التبريد
تختلف مشاعل اللحام باختلاف أعمال اللحام، فمثلًا المشاعل الخفيفة والتي تتطلب تيارًا منخفضًا تبريد بالهواء؛ فهي لا تحتاج إلي أي نوع آخر من أنواع التبريد. أما مشاعل الأعمال الثقيلة، فتبرّد بالماء، لهذا فهي تحتاج إلى مصدر مياه.
المشاعل

توجد مشاعل اللحام بقوس التنغستن بأشكال، وأحجام مختلفة، على حسب حاجة العمل. والمهمة الأساسية للمشعل هي إيصال كل من التيار والغاز الحجب إلى منطقة القوس. ومشاعل الأعمال الخفيفة أقصى تيار هلا لا يزيد عن 200 أمبيرٍ، تستخدم للأعمال الخفيفة. بينما المشاعل التي يزيد تيارها عن (250 \ 350 \ 500 أمبيرٍ) مخصصة للأعمال الثقيلة. صناعيًا تقسم المشاعل إلى ثلاثة أنواع: مشاعل اللحام اليدوي، مشاعل اللحام النصف آلية، مشاعل اللحام الآلية. يتكون مشعل اللحام بقوس التنغستن من عدة أجزاء وهي: المقبض، والفوهة، والناشر، والخانق، والغطاء، وقطب التنغستن.
أقطاب التنغستن
تختلف الأقطاب المستعملة في اللحام بقوس التنغستن كثيرًا عن الأقطاب المستعملة في عمليات اللحام الأخرى، فهي لا تستخدم كمعدن حشو. وتصنع الأقطاب المستخدمة في لحام بقوس التنغستن، بمعدن التنغستن النقي؛ وهو نوع قاسي جدًا من المعادن، ولونه رمادي، أو رصاصي، وهو مقاوم للحرارة العالية جدًا؛ لهذا لا تتأثر بحرارة القوس، وأثناء عملية اللحام يتحول لونه إلى الأحمر، ومع ذلك يحافظ على قسوته. وهناك قطب التنغستن النقي الذي تصل نقاوته إلى 99.5 % تقريبًا، وتستخدم مع التيار المتردد في لحام معدني: الألمونيوم، والمغنيزيوم. وله لون أخضر في أحد أطرافه. أما قطب التنغستن المعالج بالثوريوم فيكون به نسبة من 1% إلى 2% من أكسيد الثوريوم، وله لون أحمر في أحد أطرافه.
الدواسة
وهي تستعمل لتشغيل سريان التيار، والغاز، والتحكم بالتيار أثناء اللحام.
طرق استعماله
هناك ثلاثة طرق لاستعماله وهي كالتالي:
الطريقة اليدوية وهي تعتمد علي إمساك المشعل باليد وسلك التعبئة باليد الأخرى وهي تستخدم في معظم عمليات اللحام، أما الطريقة النصف آلية فهي مسك المشعل باليد وسلك التعبئة فيغذى أليا وهي طريقة محدودة الاستخدام.وبالنسبة للطريقة الآلية فهي طريقة تقوم باللحام كاملا والشخص يقوم بعملية الضبط والبرمجة فقط كماهو الحال في اللحام المغمور وهذا النوع من الطرق يستخدم في خطوط الإنتاج وللحصول علي لحامات عالية الجودة.
المواد
لحام الفولاذ المقاوم للصدأ، والمواد غير الحديدية بقوس غاز التنجستين، هو الأكثر شيوعًا، ولكن يمكن تطبيقه على المعادن كلها تقريبًا، مع استثناءات أبرزها الرصاص، والزنك.
الألومنيوم والمغنيزيوم
يلحم الألومنيوم، والمغنيسيوم غالبًا باستخدام التيار المتردد، ولكن استخدام التيار المستمر ممكن أيضًا. ويجب قبل اللحام تنظيف مكان العمل، ويمكن تسخينها إلى 175-200 درجة مئوية (347-392 درجة فهرنهايت) على الألمنيوم، أو إلى الحد الأقصى 150 درجة مئوية (302 فهرنهايت) لقطع المغنيزيوم السميك، لتحسين وزيادة تغلغل سرعة الهواء.
فولاذ

من أجل الحام الكربون، والفولاذ المقاوم للصدأ بقوس غاز التنغستن، يجب اختيار مادة حشو لمنع المسامية المفرطة، ويجب إزالة أكاسيد على مواد حشو والشغل قبل لحام لمنع التلوث، عمومًا ليس التسخين ضروريًا بالنسبة لأنواع الفولاذ الخفيف، الذي يقل عن بوصة واحدة، ولكن سبائك الصلب قد تتطلب التسخين لبطء عملية التبريد. وينبغي أيضًا أن يكون أداة الفولاذ مسخن لمنع تصدع في المنطقة المتضررة من الحرارة. الفولاذ المقاوم للصدأ الأوستنيتي لا تتطلب التسخين، ولكن الفولاذ من الحديد والكروم غير القابل للصدأ. يستخدم عادة مصدر للطاقة DCEN.
سبائك النحاس
لحام النحاس وبعض سبائكه ممكن أيضًا، ولكن من أجل الحصول على تماس خالي من الأكسدة، والمساميات، فإن الغاز يحتاج إلى أن تقدم على الجانب جذر، أو قلب اللحام.
المعادن المختلفة
لحام المعادن تختلف في كثيرٍ من الأحيان، يقدم صعوبات جديدة لحام GTAW، لأن معظم المواد لا تندمج بسهولة لتشكيل رابطة قوية. ومع ذلك، اللحامات من المواد المختلفة لها تطبيقات عديدة في مجال التصنيع وأعمال الترميم، والوقاية من التآكل والتأكسد. في بعض المفاصل، ويتم اختيار معدن حشو متوافق للمساعدة في شكل سندات، وهذا المعدن يمكن حشو نفس واحدة من المواد الأساسية (على سبيل المثال، باستخدام حشو معدن الفولاذ المقاوم للصدأ مع الفولاذ المقاوم للصدأ والفولاذ الكربوني والمواد الأساسية) أو معدنية مختلفة (مثل استخدام معدن النيكل حشو للانضمام الصلب والحديد الزهر). مواد مختلفة جدا قد تكون مغلفة بمادة متوافقة مع معدن حشو علي الوجه الخصوص، وملحومة ذلك الحين. لحام المعادن عندما تختلف ينبغي الحرص على تجنب الإفراط في ذوبان المواد الأساسية. كما أنه يساعد على الحد من إدخال الحرارة. وينبغي أن يضاف هذا المعدن حشو بسرعة، وينبغي تجنب تجمع كبير لحام لمنع تخفيف من المواد الأساسية. [25]
السلامة
ينتج عن عملية اللحام هذه مخاطر كثيرة على العاملين به، مثل حروق قد تؤدي في بعض الحالات إلى الإصابة بسرطان الجلد، وذلك للإنتاجه الكثير من الأشعة فوق البنفسجية، ووجود غازات خطرةٍ مثل غاز الأوزون، قد يؤدي إلى الاختناق. لذلك على الذين يعملون في هذا العمل، أن يستعملوا ملابس، وأدوات الوقاية أثناء عملهم في الورشات، فمنها قناع اللحام لحماية العينيين، والوجه، والقفازات؛ وهي تتوفر بأشكال وأنواع مختلفة لحماية اليدين. والسترة الواقية؛ لحماية الجهة الأمامية للجسم من الأشعة أثناء اللحام. إضافة إلى واقي الذراعين وواقي الساقين.
الجودة
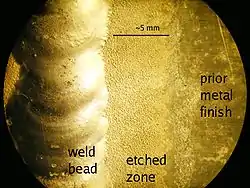
يفضل المهندسون استعمال اللحام بقوس التنغستن، لما له من خصائص الهيدروجين المنخفضة، وخواصه الميكانيكية، والكيميائية مع المواد الأساسية. وحفاظه على نظافة معدات التشغيل، والمواد المستخدمة يجب أن تكون خالية من النفط، والرطوبة، والأوساخ، والشوائب الأخرى. عندها يكون الحام ذا جودةٍ عاليةٍ، وبسبب صعوبة التلحيم بغاز التنغستن، وأهمية الأسلوب السليم لأدائه على الوجه الأمثل، فإنه يجب توظيف عاملين ذو مهارة كبيرة للتطبيقات الهامة.
التطبيقات
يستخدم اللحام بغاز التنغستن في صناعة الطائرات، ويستخدم على نطاق واسع في صناعة المركبات الفضائية، يستخدم كذلك في صناعة الدرجات الهوائية (لحام أنابيب صغيرة رقيقة الجدار)، ويستعمل في أعمال الصيانة، والتصليح.
مميزاته
- سهل الاستخدام.
- قليل الشرر، وينتج لحام نظيف.
- يعطي لحامات ذات دقة، وجودة عالية.
- سريع الأداء، بحيث لا نحتاج إلى توقف والبدء مجددًا لأجل إبدال سالك اللحام.
- يمكن لحام صفائح رقيقة.
مساوئه
- التكلفة المادية لمعداته عالية جدًا.
- لابد من صيانته دائمًا.
- صعوبة التنقل من مكان إلى أخر.
- يتطلب وجود غازات عالية الثمن.
مراجع
- Anders (2003)، "Tracking down the origin of arc plasma science-II. early continuous discharges"، IEEE Transactions on Plasma Science، 31 (5): 1060–9، Bibcode:2003ITPS...31.1060A، doi:10.1109/TPS.2003.815477.
- 20and 94. D. Van Nostrand Co., New York, 1902. نسخة محفوظة 05 مايو 2016 على موقع واي باك مشين.
- AWS D10.11M/D10.11 - An American National Standard - Guide for Root Pass Welding of Pipe Without Backing، American Welding Society، 2007.
| |||||||||||
 بوابة تقانة
بوابة تقانة