wikiHow is a “wiki,” similar to Wikipedia, which means that many of our articles are co-written by multiple authors. To create this article, 14 people, some anonymous, worked to edit and improve it over time.
This article has been viewed 245,320 times.
Learn more...
You can bend pipe and tubing in one of several methods, depending on what you plan to use the bent pipe or tube for. The problem in bending pipe is figuring out where and how much to bend the pipe. While many bending tools come with a set of instructions for figuring out such things as bend allowances and bend deductions, they are often written in a complex manner and assume a knowledge of mathematics that intimidates many users. While it's not possible to completely eliminate the math, it is possible to plan how to bend a piece of pipe in such a way that figuring the bending angle is simplified and so that the only math needed is simple arithmetic. The method described below is not simple, but with practice, you can master it.
Steps

Making a Right Angle Bend
-
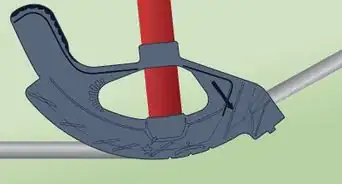
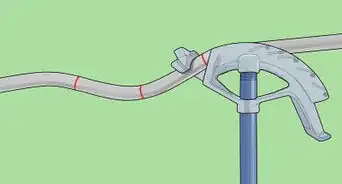
1Bend a test pipe at a 90-degree angle. Not only will this familiarize you with how much force you need to apply to operate your bender, but this pipe will serve as a reference for future bends.[1]
- To check the angle of your pipe, lay it against a carpenter's square with the outer bend facing the corner of the square. Both ends of the pipe should just touch the square's sides and run parallel to them.
-
2Find the place where the bend in the pipe starts. You should see or feel a small flat spot or distortion at the place where the bend starts and where it ends.
-
3Mark the ends of the bend with a permanent marker. Draw the line completely around the pipe.
-
4Lay the pipe against the square again to find the length of the pipe in the bend. Note the place on each side of the square where the pipe's markings touch. These should be the same distance from the inside corner of the square. Add these lengths together.[2]
- If the markings on each end of the pipe bend touch the square at 6 inches (15 cm) from the inside corner of the square, the total length of the bent section of the pipe is 12 inches (30 cm).
-
5Find the place on your bending die where the bend begins. Place the bent tube back in your bender with the die used to bend it and note where on the die the mark on the pipe lines up. Mark this place with a dot of paint or by notching the metal with a file.
- If you have more than one die (for different diameters of pipe), make a test bend for each die, as each diameter will require a different amount of metal to make a 90-degree bend.
- Once you know how much pipe is needed to form the bend, you can calculate how long a piece of pipe you need by adding this figure (called the bend deduction) to the vertical and horizontal lengths of the pipe.





Making Multiple Bends
-
1Measure out the space your bent pipe will occupy. If you're making a roll bar for a dune buggy that will occupy a space 60 inches (150 cm) wide by 50 inches (125 cm) high, make a rectangle with these dimensions on a clean space of concrete floor with a piece of chalk.
-
2Divide the rectangle with a centerline. The centerline should bisect the longer (width) sides of the rectangle.
-
3Measure in from the top corners of the rectangle to where the horizontal portion of the bent pipe begins. If the top of the roll bar should run only 40 inches (100 cm), subtract this length from the width for the bottom, then measure half the distance in from each of the upper corners. This works out to a difference of 20 inches (50 cm), half of which is 10 inches (25 cm), which is the distance to measure in. Mark this distance in from each of the top corners.[3]
-
4Measure from the bottom corners to where the lower bend begins. If the distance from the bottom of the roll bar to the first bend is to be 40 inches (100 cm), measure and mark this distance up from each side of the bottom corners.
-
5Connect the markings where the bends will be made, using a straightedge or ruler. You can measure the connecting lines with a ruler.
- In this example, the diagonal line connecting the marks on the horizontal and vertical lines is about 14 inches (70 cm) long.
-
6Lay your 90-degree bend pipe inside the top line of your frame. Lay it so that the horizontal straight end touches the inside of the upper horizontal line.[4]
-
7Slide the pipe until it touches the diagonal you drew.
-
8Mark the place where the bend mark intersects the frame line.
-
9Rotate the pipe so the other bend mark intersects the diagonal. Mark this place on the diagonal.[5]
-
10Repeat the last 4 steps for the other upper corner.
-
11Calculate the total length of pipe needed. Add together the measurements from the bottom corners to the first marks, the lengths of pipe between the lower bend, and the length between the upper bend.
- In the above example, the vertical portions of the roll bar will each be 40 inches (100 cm) long, the diagonal portions will each be 14 inches (70 cm) long, and the horizontal portion will be 40 inches long. The total minimum length of pipe will be 40 + 14 + 40 + 14 + 40 inches (100 + 70 + 100 + 70 + 100 cm), or 144 inches (440 cm) long.
-
12Cut the pipe. Although the minimum length of pipe needed is 144 inches, it's a good idea to allow for error, add at least 4 inches (10 cm), making the total length 148 inches (450 cm).
-
13Find and mark the center of the pipe. You'll work from this point outward.
-
14Lay the pipe against the top line of your layout frame, aligning the pipe's center with the center line. Mark on the pipe where the upper bends are to start and finish using the marks on the frame.
- You may also want to mark the direction of your bends by putting arrows on the pipe pointing outward.
-
15Make each of the upper bends with your bending tool. Be sure the pipe's seam is to the inside when you bend; this prevents twisting or kinking during the bending process.[6]
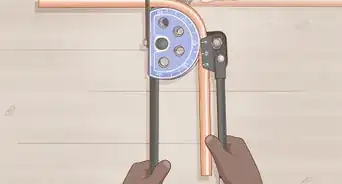
- To ensure your bender is set to the correct angle, you can prepare a reference tool of 2 flat pieces of metal whose ends are attached to a pivot. Bend this tool to the angle indicated on your frame, and then match the bending angle of your bending tool to this angle.
- After making each bend, lay the pipe against your frame to check that the angle of the bend is correct.
-
16Make each of the lower bends with your bending tool. Follow the same procedures as outlined in the previous step.
-
17Cut off any excess from the ends of the bent pipe.

















Community Q&A
-
QuestionHow much does the pipe grow with a 90 degree bend?
 Community AnswerThe pipe will not grow in length if you bend it properly so that it does not collapse across its diameter.
Community AnswerThe pipe will not grow in length if you bend it properly so that it does not collapse across its diameter. -
QuestionHow much time does it take to bend tubing?
 Community AnswerIf you have 1/4-inch copper tubing you can bend it with your finger in seconds. If you have a thicker tube and the correct bending tools, seconds or minutes. It depends on the tubing, the materials you have, and the number of bends you wish to make.
Community AnswerIf you have 1/4-inch copper tubing you can bend it with your finger in seconds. If you have a thicker tube and the correct bending tools, seconds or minutes. It depends on the tubing, the materials you have, and the number of bends you wish to make. -
QuestionWhat are the procedures for cleaning pipelines?Community AnswerCut the pipe into tiny pieces, like bracelets, then when done cleaning the separate pieces, glue and tape back together.
Warnings
- Regularly inspect your bending tool and dies for wear after bending pipe. Even pins and bolts of 1/2 to 5/8 inch (1.25 to 1.56 cm) in diameter will bend and fail after a while.⧼thumbs_response⧽
- Bending pipe 2 inches (5 cm) or more in diameter is best left to a professional.⧼thumbs_response⧽
Things You'll Need
- Length of pipe
- Bending tool and dies
- Flat, clean floor or large table
- Chalk (or sheet of butcher paper and pencil if using a table)
- Carpenter's square
- Pipe cutter
- Assistant (for long, heavy pipe)




References
- ↑ https://www.homedepot.com/c/ah/how-to-bend-tube-and-pipe/9ba683603be9fa5395fab9019bf513f7
- ↑ https://www.homedepot.com/c/ah/how-to-bend-tube-and-pipe/9ba683603be9fa5395fab9019bf513f7
- ↑ https://support.jd2.com/MiscDown/dl/TemplateBendingTutorial.pdf
- ↑ https://support.jd2.com/MiscDown/dl/TemplateBendingTutorial.pdf
- ↑ https://support.jd2.com/MiscDown/dl/TemplateBendingTutorial.pdf
- ↑ https://www.thefabricator.com/thefabricator/article/tubepipefabrication/tube-and-pipe-basics-how-to-achieve-the-perfect-bend